공작기계
"오늘의AI위키"의 AI를 통해 더욱 풍부하고 폭넓은 지식 경험을 누리세요.
1. 개요
공작기계는 제품의 형상, 치수, 표면 조도 등을 결정하는 핵심 요소로, 정밀도가 높을수록 고품질 제품 생산이 가능하다. 고속화, 강력화, 자동화 추세에 따라 전용 및 범용 공작기계가 사용되며, 최근에는 수치제어 방식이 도입되어 다품종 소량생산에도 대응하고 있다. 기계적 공구 경로 안내는 다양한 기본 개념에서 발전하여 수치 제어 및 컴퓨터 수치 제어 기술로 이어졌다. 공작기계는 강성, 정확도, 효율성, 생산성을 향상시키며, 1930년대에는 금속 가공에 사용되는 기계로 정의되었다. 공작기계의 종류에는 선반, 밀링 머신, 드릴링 머신 등이 있으며, 절삭, 둥근 구멍, 평면, 홈, 곡면, 치형 및 나사 가공 등에 사용된다. 공구 재료로는 초경합금, 고속도강, 세라믹스, 다이아몬드 등이 사용되며, 연삭공구 재료로는 산화알루미늄과 탄화규소가 주로 사용된다. 한국은 19세기 말 서구 기술 도입으로 공작기계 산업이 시작되었으며, 일제강점기, 한국 전쟁, 경제 개발 계획을 거치며 성장했다. 현재 세계 5위권의 공작기계 생산국으로, CNC 공작기계 및 고정밀 공작기계 분야에서 높은 기술력을 보유하고 있다.
더 읽어볼만한 페이지
- 공작기계 - 금형
금형은 제품의 외관, 품질, 생산성을 결정하는 제조업의 핵심 요소로, 개방형 다이와 밀폐형 몰드 등 다양한 종류가 있으며 스마트팩토리 기술 접목, 재료 개발, 극소량 생산 시스템 운영, 기술 개발 지원 등의 노력이 이루어지고 있다. - 공작기계 - 선반
선반은 회전하는 공작물을 바이트로 깎아 원하는 형태로 만드는 공작 기계로, 고대 이집트에서 기원하여 산업 혁명 시대를 거치며 발전했으며, 현대에는 다양한 종류로 금속, 목재, 플라스틱 등 여러 재료 가공에 사용된다. - 기계 - 접지
접지는 감전 및 화재 방지, 낙뢰 보호, 전자파 장해 방지 등 다양한 목적으로 사용되는 전기적 연결 방식이며, 전기 기기의 안전과 정상 작동에 필수적인 요소로서 보호 접지, 기능 접지, 피뢰 접지, 정전기 방지 접지 등 다양한 종류가 있다. - 기계 - 4절 링크
4절 링크는 4개의 링크가 4개의 1자유도 관절로 연결된 기구로, 관절 조합에 따라 다양한 유형이 존재하며, 각 링크는 특정 역할을 수행하고, 그라쇼프 조건은 움직임 특성을 예측하는 데 사용되며, 여러 기계 시스템에 활용되는 기계 공학의 중요한 연구 분야이다. - 글로벌세계대백과를 인용한 문서/{{{분류 - 공 (악기)
공은 금속으로 제작된 타악기로, 다양한 문화권에서 의식, 신호, 음악 연주 등에 사용되며, 형태와 용도에 따라 여러 종류로 나뉜다. - 글로벌세계대백과를 인용한 문서/{{{분류 - 국무회의
국무회의는 대한민국 대통령을 의장으로, 예산, 법률안, 외교, 군사 등 국정 현안을 심의하는 중요한 기관이며, 대통령, 국무총리, 국무위원으로 구성되고, 정례회의는 매주 1회, 임시회의는 필요에 따라 소집된다.
| 공작기계 | |
|---|---|
| 기본 정보 | |
 | |
| 종류 | 절삭 공작 기계 성형 공작 기계 특수 공작 기계 |
| 절삭 공작 기계 | |
| 선반 | 터릿 선반 자동 선반 CNC 선반 수직 선반 스위스형 자동 선반 |
| 드릴링 머신 | 래디얼 드릴링 머신 갱 드릴링 머신 다축 드릴링 머신 심공 드릴링 머신 |
| 보링 머신 | 수평 보링 머신 수직 보링 머신 지그 보링 머신 |
| 밀링 머신 | 만능 밀링 머신 수직 밀링 머신 CNC 밀링 머신 플래노 밀러 |
| 연삭 기계 | 원통 연삭기 평면 연삭기 센터리스 연삭기 공구 연삭기 |
| 톱 기계 | 띠톱 왕복톱 원형톱 |
| 브로칭 머신 | 수직 브로칭 머신 수평 브로칭 머신 |
| 기어 절삭기 | 기어 호빙 머신 기어 셰이핑 머신 기어 셰이빙 머신 기어 연삭기 |
| 성형 공작 기계 | |
| 단조 기계 | 해머 프레스 업세터 |
| 프레스 기계 | 기계 프레스 유압 프레스 전단기 벤딩 머신 |
| 드로잉 머신 | 와이어 드로잉 머신 튜브 드로잉 머신 |
| 압출기 | 직접 압출기 간접 압출기 충격 압출기 |
| 롤링 머신 | 2단 롤링 머신 3단 롤링 머신 4단 롤링 머신 |
| 주조 기계 | 다이캐스팅 머신 원심 주조기 연속 주조기 |
| 플라스틱 성형 기계 | 사출 성형기 압축 성형기 압출 성형기 블로우 성형기 |
| 특수 공작 기계 | |
| 방전 가공기 | 방전 와이어 컷 방전 성형기 |
| 전해 가공기 | 전해 연삭기 전해 버핑 머신 |
| 초음파 가공기 | 초음파 드릴링 머신 초음파 연삭기 |
| 레이저 가공기 | 레이저 절단기 레이저 용접기 |
| 전자빔 가공기 | 전자빔 용접기 전자빔 드릴링 머신 |
| 플라스마 가공기 | 플라스마 절단기 플라스마 용접기 |
| 워터젯 가공기 | 워터젯 절단기 연마 워터젯 절단기 |
| 같이 보기 | |
| 관련 항목 | 공작 기계 목록 절삭 제조 CNC CAD/CAM 공장 자동화 산업 공작 기계 제조사 목록 |
2. 공작기계의 성능과 진보
공작기계는 제품의 형상, 치수, 표면 조도 등을 결정하는 핵심 요소이며, 정밀도가 높을수록 고품질의 제품 생산이 가능하다. 생산성 향상을 위해 공작기계는 고속화, 강력화, 자동화되는 추세이다.
동일 종류의 공작물을 대량 생산할 때는 전용 공작기계를 사용하며, 이는 자동화하기 쉽고 능률적이다. 반면 다종 소량생산에는 범용 공작기계가 사용되는데, 최근에는 수치제어(NC) 방식이 도입되어 다품종 소량생산에도 대응하고 있다.
많은 기술사는 공구가 어떤 식으로든 기계 자체에 의해 처음 안내될 때 진정한 공작 기계가 시작되었다고 여긴다. 이러한 정의 관점에서 보면, 당시의 모든 도구가 수공구였던 때에 이 용어는 "수공구 대신 기계인 도구"라는 레이블을 제공했다. 초기 선반, 중세 후기 이전의 선반, 현대 목공 선반 및 물레는 헤드스톡 스핀들 자체를 어떻게 보느냐에 따라 이 정의에 포함될 수도 있고 그렇지 않을 수도 있다. 그러나 ''절삭 공구의 경로''를 직접 기계적으로 제어하는 선반에 대한 가장 초기의 역사적 기록은 대략 1483년경의 나사 절삭 선반이다.[2]
기계적 공구 경로 안내는 다양한 기본 개념에서 발전했다.
- 첫째는 스핀들 개념 자체로, 이는 공작물 또는 공구의 움직임을 고정된 축을 중심으로 회전하도록 제한한다.
- 공구대(공구 길)는 주름 길, 박스 길 또는 원통형 컬럼 길과 같은 다양한 형태를 가지고 있다. 기계 슬라이드는 공구나 공작물 움직임을 선형으로 제한한다.
- 트레이싱은 모델 또는 템플릿의 윤곽을 따라가고 그 결과 움직임을 공구 경로로 전달하는 것을 포함한다.
- 캠 작동은 원칙적으로 트레이싱과 관련이 있지만 추적된 요소가 재현된 요소의 최종 모양과 일치하는 것에서 한두 단계 떨어져 있을 수 있다.
추상적으로 프로그래밍 가능한 공구 경로 안내는 오르골 캠 및 자카드 직기와 같은 기계적 솔루션으로 시작되었다. 이후 서보 기구와 같은 전기 기계적 솔루션과 곧 컴퓨터를 포함한 전자적 솔루션이 추가되어 수치 제어 및 컴퓨터 수치 제어로 이어졌다.
공작 기계가 추가한 가치는 강성 (수천 뉴턴(파운드)의 힘이 제약에 대항하여 싸우는 것에도 불구하고 공구 경로를 제약), 정확도와 정밀도, 효율성, 및 생산성의 영역에 있다. 공작 기계를 사용하면 인간의 근육으로는 제어할 수 없는 공구 경로를 제어할 수 있다. 또한 자유형 방법으로 기술적으로 가능하지만 실행에 엄청난 시간과 기술이 필요한 공구 경로를, 자유형 재능이 거의 없는 사람도 신속하고 쉽게 실행할 수 있다 (기계가 이를 처리하기 때문에). 예를 들어, 호환 가능한 나사, 볼트 및 너트는 자유형 공구 경로로 완전히 만들 수 ''있다''. 그러나 공작 기계를 통해서만 ''경제적으로 실용적''으로 만들 수 있다.
시장 조사 회사 가드너 리서치(Gardner Research)의 조사에 따르면, 2014년 공작 기계의 전 세계 시장 생산 규모는 약 810억달러였다.[17] 공작 기계의 최대 생산국은 중국으로 238억달러였으며, 독일과 일본이 각각 129억달러, 128.8억달러로 그 뒤를 바짝 쫓았다.[17] 대한민국과 이탈리아가 각각 56억달러와 50억달러의 수익으로 상위 5개 생산국에 포함되었다.[17]
3. 공작기계의 종류
공작기계는 공작물과 공구 사이에 상대운동을 부여하여 공작물을 원하는 형상과 치수로 만든다. 이러한 운동은 기본적으로 직선운동과 회전운동의 조합으로 이루어진다. 예를 들어, 선반은 공작물을 회전시키면서 바이트를 대어 둥글게 깎고, 바이트를 회전축에 평행하게 이동시켜 원통형으로 깎는다. 바이트 대신 숫돌바퀴를 사용하면 롤 연삭기가 되며, 이는 선반의 운동에 숫돌의 회전운동이 추가된 것이다. 절삭운동을 주운동, 절삭 위치를 이동하는 운동을 종운동, 파고 들어가는 위치를 바꾸는 운동을 또 다른 종운동이라고 할 때, 이들에 직선 또는 회전 운동을 어떻게 부여하는지에 따라 다양한 공작기계가 만들어진다.
과거에는 인력, 동물의 힘(수동 크랭크, 발판, 트레드밀, 트레드휠), 수차와 같은 다양한 동력원이 사용되었다. 19세기 중반 고압 증기 기관이 개발된 이후에는 공장에서 증기 동력이 널리 사용되었고, 유압과 공압도 활용되었다. 1900년 이후 전기화가 이루어지기 전까지 많은 소규모 작업장에서는 수력, 인력, 동물의 힘을 계속 사용했다.[15] 오늘날 대부분의 공작 기계는 전기로 구동되지만, 유압 및 공압도 간혹 사용된다.
| 공작기계 명 | 주운동 | 종(從)운동 | 종운동 | 공작물의 기본 형상 |
|---|---|---|---|---|
| 보통선반 | 회전(공작물) | 직진(바이트) | 직진(바이트) | 원통 |
| 수평형밀링머신 | 회전(커터) | 직진(테이블) | 직진(새들니) | 평면 |
| 직립드릴링머신 | 회전(송곳) | 직진(쿠일) | 직진(테이블) | 원통구멍 |
| 속파기밀링머신 | 회전(송곳·커터) | 직진(쿠일) | 직진(테이블새들) | 원통구멍·평면 |
| 평삭기 | 직진(테이블) | 직진(새들) | 직진(슬라이드) | 평면 |
| 롤연삭기 | 회전(숫돌바퀴) | 회전(공작물) | 직진(테이블) | 원통 |
| 각(角)테이블 평면연삭기 | 회전(숫돌바퀴) | 직진(테이블) | 직진(새들헤드) | 평면 |
| 호브(hob)반 | 회전(커터) | 회전(테이블) | 직진(호브새들)·테이블새들 | 평톱니바퀴 |
| 톱니바퀴형삭기(피니온형) | 직진(커터) | 회전(테이블) | 직진(새들) | 평톱니바퀴 |
공작 기계의 예는 다음과 같다.
- 브로칭 머신
- 드릴 프레스
- 기어 셰이퍼
- 호빙 머신
- 호닝 머신
- 선반
- 자동 선반
- 밀링 머신
- 전단기
- 셰이퍼
- 띠톱
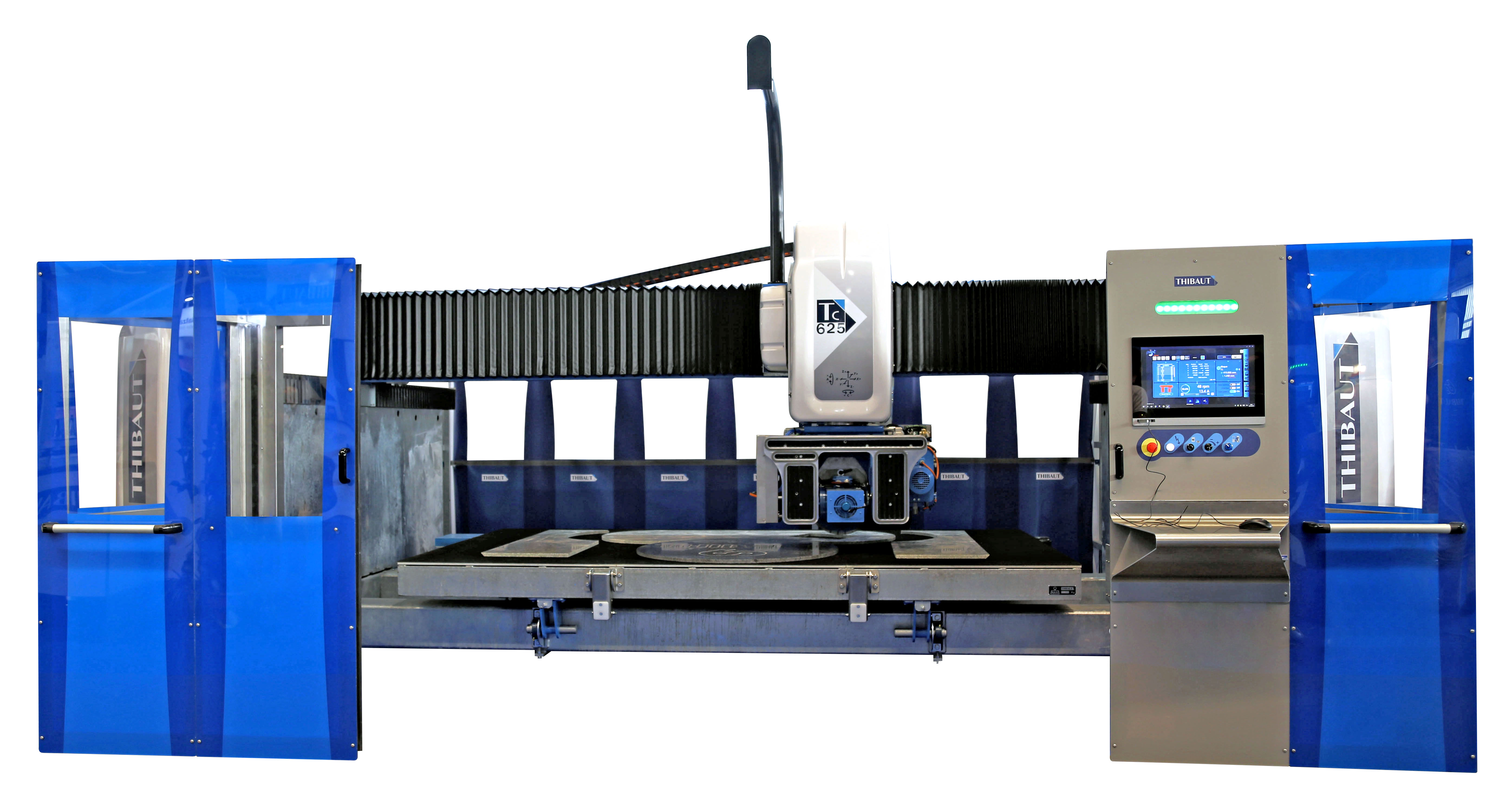
5축 브리지 톱 - 평삭기
- 스튜어트 플랫폼 밀
- 연삭기
- 멀티태스킹 머신(MTM)
- 선반[19]
- 터릿 선반[21]
- 밀링 머신[22]
- 형삭반[24]
- 평삭반[25]
- 드릴링 머신[26]
- 보링 머신[28]
- 방전 가공기[29]
부품을 제작하거나 성형할 때 원하지 않는 금속을 제거하기 위해 사용되는 기술은 다음과 같다.
- 방전 가공
- 연삭 (연마 절단)
- 다중 날 절삭 공구
- 단일 날 절삭 공구
기타 기술로는 원하는 재료를 ''추가''하는 신속 조형이 있다.
4. 절삭
절삭은 공작기계 가공의 기본 원리이다. 절삭에는 환봉 절삭, 둥근 구멍 절삭, 평면 절삭, 홈 및 곡면 절삭, 치형과 나사 절삭, 지립 가공 등 다양한 방법이 있다.
4. 1. 환봉(丸棒) 절삭
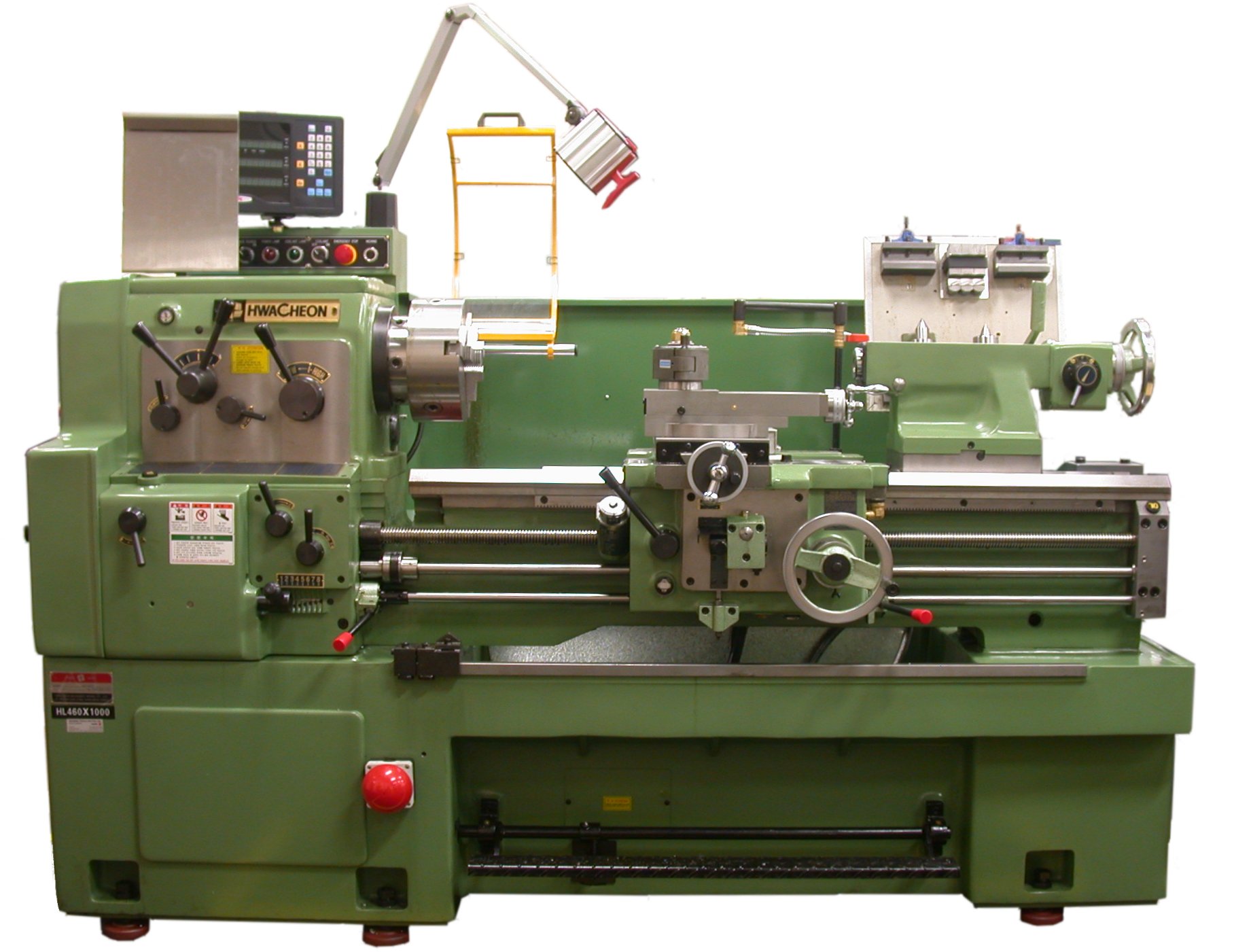
선반의 주축에 소재를 고정하여 회전시키고 바이트를 지그시 갖다 대면 바이트에 접촉된 부분은 절삭되어 원형으로 깎인다. 바이트를 회전축의 중심선에 평행으로 천천히 이송하면 둥글게 깎인 부분이 계속적으로 확대되어 둥근 막대(환봉)가 만들어진다. 공작물의 반경 방향으로 바이트의 위치를 바꿔 주면 단(段)이 있는 축, 원추형, 호리병박형 등의 축을 만들 수 있다. 소재를 주축에 고정하는 데는 척으로 물리는 방법, 면판(面板)이라 불리는 원판에 볼트로 꽉 죄는 방법, 소재 양 단면의 중심에 조그만 구멍을 내서 그 곳을 센터로 지탱하는 방법 등이 있다. 직경에 비하여 길이가 짧은 소재는 척으로 물리지만 긴 공작물은 다른쪽 끝을 센터로 지탱하기도 하고 척을 사용하지 않고 양단을 센터로 지탱한다.
다듬질한 면을 한층 더 매끄럽게 하고 치수를 정확하게 하고자 할 때에는 바이트 대신에 원형 연삭숫돌로 연삭(硏削)한다. 이때 공작물은 천천히 연삭숫돌의 회전방향과 반대방향으로 돌린다. 공작물을 양단의 센터로 지탱하는 방식은 롤 연삭기이며, 공작물을 조정숫돌(調整砥石)과 받음판으로 지탱하는 방식을 센터리스 연삭기라 한다. 간단한 형상을 대량생산하는 데는 센터리스 연삭기가 편리하다.
4. 2. 둥근 구멍의 절삭
드릴을 회전시키면서 밀어 넣어 둥근 구멍을 뚫는다. 보통 드릴은 트위스트 드릴로서, 선단에 2개의 칼날이 붙어 있다. 2줄의 홈은 절삭 부스러기를 배출하는 데 도움이 된다. 특히 깊은 구멍에는 건드릴, 굵고 긴 구멍에는 BTA방식드릴이 사용된다. 보통의 트위스트 드릴로 뚫은 구멍은 거칠고 표면이 울퉁불퉁하므로, 작은 구멍은 리머로 다듬질하고 큰 구멍은 보링으로 다듬질하여 정확한 형상과 치수를 만든다.[1]보링은 바이트로 구멍을 깎는 것이다. 구멍뚫기 작업에는 볼트 구멍, 축을 통과시키는 구멍 등 종류가 많으므로 사용되는 기계도 다양하다. 드릴링 머신에는 주축 끝에 경사가 붙은 테이퍼 구멍이 있으며, 여기에 드릴이나 리머 등의 자루 부분(테이퍼 있음)을 끼운다. 가느다란 드릴이나 리머에는 자루에 테이퍼가 없고 드릴착을 주축 테이퍼 구멍에 꽂고, 그 착의 선단에 물린다. 드릴링 머신에는 탁상 드릴링 머신, 직립 드릴링 머신, 레디얼 드릴링 머신 등이 있는데, 큰 지름의 구멍을 뚫을 수 있는 기계는 보링도 할 수 있다.[1]
직립 보링 머신, 수평 보링 머신은 보링으로 구멍을 정확하게 다듬질하는 기계로, 공구 주축이 각각 수직, 수평 방향으로 설치되어 있다. 직립형은 가공의 정확성을, 수평형은 가공의 능률을 우선적으로 고려한 것이다. 최근에는 이러한 기계들이 밀링 커터에 의한 평면 가공도 할 수 있게 되어 보링 밀링 머신이라 부르는 편이 적절하다.[1]
구멍의 정밀 가공에는 정밀 보링 머신에 의한 보링, 내면 연삭기에 의한 구멍 연삭 등이 적합하다. 내면 연삭기의 경우 공작물은 척에 고정되며, 작은 원형 연삭숫돌이 고속으로 회전하면서 연삭한다. 숫돌은 주속(周速)이 낮으면 연삭 효과가 좋지 않고 숫돌 소모가 커지므로, 알맞은 주속(매분 1,000~1,800m)을 유지하도록 고속 회전해야 하며, 매분 수만 번 회전하는 것도 드물지 않다. 구멍 연삭은 정밀 가공에 적합하지만 가공 능률이 낮아 대량 생산에는 불리하다.[1]
보링 후 표면을 0.02~0.05mm 정도 숫돌로 가볍게 깎아 내는 호닝이 고안되었다. 용수철로 지탱되는 몇 조각의 숫돌을 쐐기로 버티거나 유압으로 공작물에 밀어대면서 운동시켜 가볍게 연삭하는 작업이다. 구멍 호닝에서는 회전하는 숫돌을 축 방향으로 왕복시킨다. 호닝은 표면 거칠기를 줄이고 구멍의 비뚤림을 수정하며, 대량 생산과 긴 구멍 가공에 적합하여 자동차 엔진 실린더를 비롯한 각종 실린더 다듬질에 사용된다.[1]
볼 베어링의 알이 구르는 궤도면은 아주 작은 요철도 소음의 원인이 되므로, 매우 매끈하게 다듬질해야 한다. 따라서 내면 연삭으로 다듬질한 뒤 초다듬질을 한다. 초다듬질은 작은 숫돌을 가볍게 밀면서 이동시키고, 이동 방향에 직각으로 진동을 주어 연삭 후에 남는 줄무늬를 깎아 내는 정도로 마무리한다.[1]
4. 3. 평면절삭
평면은 직선을 가로로 늘어놓은 것이다. 그러므로 바이트를 직선으로 움직이면서 공작물을 옆으로 이송하면 평면이 깎인다. 이 방법은 형삭(形削)이라고 하며 셰이퍼로 작업한다. 공작물이 큰 경우는 반대로 공작물을 직선운동시키고 바이트를 옆으로 이송한다. 이 작업도 평삭이라 불리며 플레이너를 사용한다. 보통 한 방향으로 움직일 때만 깎고 돌아올 때는 깎지 않고 빠른 속도로 되돌린다. 바이트 대신에 몇 개의 칼날이 달린 회전공구, 즉 밀링커터로 바꿔 놓은 것이 밀링머신으로서, 밀링커터가 통과하는 가장 낮은 곳을 옆으로 연결하면 대략 평면이 된다. 밀링커터는 원통형이나 원판형으로 되었으며 통면(筒面)에 날이 달린 것과 접시형이나 봉상 단면(棒狀端面)에 날이 달린 것이 있다. 접시형의 큰 것은 식인정면(植刃正面) 밀링커터라고 하며, 평면을 만드는 데 있어서 가장 능률 좋은 공구이다. 막대모양의 엔드밀은 프레스형과 같이 복잡한 입체형상의 것을 만드는 데 편리하다. 밀링커터를 부착하는 주축이 수평으로 위치한 것을 수평형, 수직으로 위치한 것을 직립형 밀링머신이라 한다. 최근에는 식인정면 밀링머신이라든가 엔드밀을 사용하기 쉬운 직립형이 흔히 쓰인다. 밀링커터를 원형연삭숫돌 대신 쓰고 있는 것이 평면 연삭기이다. 테이블이 각형(角形)이며 왕복운동하는 형식과 테이블이 원형이며 회전운동하는 형식 등이 있다. 원형연삭숫돌에도 원판상(圓板狀)의 것과 접시형의 것이 있다. 연삭은 표면이 평활(平滑)하며 치수가 정확한 평면을 얻기 위한 공정으로서 최근 아브레지브 머시닝(abrasive machining)이라고 해서, 거친 원형 연삭숫돌을 고속으로 회전시키면서 고속으로 이송하는, 매우 고능률적 가공법이 고안되었다. 이 법은 깎기 거북한 재료의 절단이라든가 표면 절삭에 쓰이는데 표면의 평활성은 기대할 수 없다.4. 4. 홈·곡면의 절삭
대개 공작물은 원통과 평면의 조합으로 이루어진 경우가 많다. 복잡해 보이는 부품도 기계 가공하는 부분은 대부분 평면과 원통형인데, 이는 공작기계의 운동이 직진 운동과 회전 운동의 조합으로 이루어져 원통이나 평면 절삭이 쉽고 측정이 정확하기 때문이다.볼 베어링의 외륜과 내륜에는 볼이 구르는 원호형 홈이 있다. 이를 깎을 때 끝이 뾰족한 바이트로는 세로와 가로 이송을 조합해야 하므로 조작이 복잡하고 정확도가 떨어진다. 따라서 깎으려는 홈과 동일한 원호 형태의 날끝을 가진 바이트를 사용하면, 바이트를 소재의 반경 방향으로 이송하는 것만으로 정확한 홈을 만들 수 있다.
이처럼 깎고자 하는 부분의 형상에 맞춘 바이트를 총형(總形) 바이트라 하며, 이에 의한 절삭법을 총형 절삭이라 한다. 이는 복잡한 형태의 부분을 절삭하는 데 흔히 쓰인다. 총형 절삭의 단점은 바이트 형상을 정확하게 만드는 데 시간이 걸린다는 점이다. 따라서 1개의 바이트로 여러 개를 깎거나, 공작물이 커서 검사하기 어려워 바이트를 정확하게 만드는 편이 유리한 경우에 제한적으로 사용해야 한다.
끝이 뾰족한 바이트를 사용하더라도, 바이트를 공작물과 동일하게 만든 형(型)에 따라 이송할 수 있다면 총형 절삭의 단점을 보완하고 복잡한 형상의 가공에 효과적이다. 이것이 모방 절삭이다. 특히 강판 프레스 가공용 형이나 플라스틱 성형용 형 등을 밀링 커터 가공으로 만드는 경우에 매우 편리하다. 모방 절삭의 원리는 오래전부터 이용되었는데, 네임(name)을 조각하는 조자기(彫字機)가 그 예이다. 형에 해당하는 글자를 따라 움직이면 팬터그래프 기구로 운동이 확대 또는 축소되어 형대로 커터가 움직여 조자(彫字)된다.
일반적인 절삭에 적용하려면 절삭 중 바이트나 커터에 작용하는 힘 이상으로 형을 눌러야 하므로 형이 닳기 쉽고 변형되어 정확도가 저하된다. 이를 해결하기 위해 형을 누르는 힘은 작게 하고 그 힘을 확대하는 기구를 사용하여 공구를 움직이는 방법이 이용된다. 촉침(觸針)을 약한 용수철로 밀어 형의 요철에 따라 움직이게 하고, 그 움직임을 유압 또는 전압으로 바꾸어 증폭 작용을 이용해 공구를 유압 실린더나 전동기로 움직이는 방법이 일반적이다.
모방 절삭은 편리하지만 촉침의 움직임에 따라 공구가 추수적(追隨的)으로 움직이므로 늦어짐이 발생하고 가공 오차로 나타난다. 따라서 변화가 급한 곡선을 모방할 때는 이송 속도를 더디게 해야 오차가 커지지 않는다. 그러나 이송을 더디게 하면 능률이 저하되므로, 곡선 변화가 심한 경우에는 총형 절삭이 더 정확하고 능률적이다.
4. 5. 치형과 나사의 절삭
톱니바퀴는 인벌류트나 사이클로이드 같은 곡선으로 치형을 만들어 힘과 회전을 유연하게 전달한다. 동력 전달용 톱니바퀴는 주로 인벌류트 치형을 사용하고, 시계처럼 작은 힘으로 회전을 전달하는 경우에는 사이클로이드 치형을 사용한다. 이러한 치형을 절삭하는 방법에는 성형법과 창성법이 있다.성형법은 특정 톱니바퀴의 치형, 즉 이와 이 사이의 홈 형상을 한 바이트나 커터를 사용하여 형삭이나 밀링 절삭으로 톱니바퀴를 만드는 방법이다.
창성법은 깎고자 하는 톱니바퀴와 맞물릴 수 있는 형태의 커터를 사용하여, 소재와 커터가 맞물려 운동하는 것처럼 조정하여 형삭이나 밀링 절삭으로 톱니바퀴를 만드는 방법이다. 이때 사용되는 커터는 피니온 커터(톱니바퀴형) 또는 호브(웜형)라고 불린다. 창성법은 절삭하는 톱니바퀴의 이빨 수가 변해도 동일한 커터로 올바른 치형을 만들 수 있으며, 완성된 톱니바퀴들은 정확하게 맞물린다. 반면 성형법은 하나의 커터가 한 종류의 톱니바퀴에만 대응하므로, 톱니 수가 다르면 이빨 형태가 불량해진다. 그러나 약간의 치형 오차가 허용되는 경우, 하나의 커터로 일정 범위 내의 이빨 수를 가진 톱니바퀴를 가공할 수 있다. 따라서 성형법은 같은 톱니바퀴를 대량 생산하거나 정밀도가 크게 필요하지 않은 톱니 수가 적은 톱니바퀴 생산에 적합하다. 창성법은 정밀한 톱니바퀴 가공에 적합하다. 베벨 기어 가공에도 성형법과 창성법이 사용되는데, 톱니 수가 많아 가공 시간이 오래 걸리는 큰 톱니바퀴는 성형법으로, 톱니 수가 적고 치형을 정확하게 만들기 어려운 작은 톱니바퀴는 창성법으로 가공하여 조립하는 방법이 주로 사용된다.
더 정밀한 톱니바퀴 가공에는 셰이빙 및 연삭 등의 방법이 사용된다. 셰이빙은 치면에 세로로 홈을 만들고 그 모서리를 절인(切刃)으로 한 셰이빙 커터를 사용하여 톱니바퀴와 맞물린 상태에서 치면을 깎아내는 방식으로, 대량 생산에 사용된다. 최고급 톱니바퀴는 원형 연삭 숫돌을 사용한 연삭반으로 다듬질한다.
나사는 수나사와 암나사로 나뉘며, 가공에 사용되는 공구도 다르다. 나사를 만들기 위해서는 먼저 수나사는 암나사의 외경, 암나사는 곡경 사이즈의 원통을 만들고 나사산을 만든다. 작은 나사는 탭(암나사용)과 다이스(수나사용)라는 공구를 사용한다. 이 공구들은 각각 수나사와 암나사 형태를 하고 있으며, 보통 주위에 여러 개의 세로 절삭 부스러기용 홈이 있다. 큰 나사나 정밀한 나사는 선반을 사용하여 나사 절삭 바이트로 깎는다. 이때 바이트의 이송은 선반에 부착된 모형 나사에 의해 결정된다. 따라서 모형 나사가 정확해야 좋은 나사를 만들 수 있다. 바이트 대신 나사 치형을 가진 회전 공구로 수나사를 깎는 나사 밀링 커터법도 있으며, 이는 큰 나사나 긴 나사 가공에 효율적이다. 특히 정밀한 나사는 나사 홈 형태를 가진 원판 모양의 연삭 숫돌을 사용하는 나사 연삭으로 다듬질한다.
4. 6. 지립 가공
금속 접촉면에 숫돌알갱이를 주입하여 표면을 다듬질하는 방법을 래핑(lapping)이라고 하며, 이때 사용되는 숫돌알갱이를 랩제(lap 劑)라고 한다.[1] 래핑을 위해 사용되는 상대 부재는 랩(lap)이라고 부른다.[1] 시계 베어링에 쓰이는 인조 루비나 반지 등에 사용되는 금강석 가공에는 구리판을 랩으로, 공업용 다이아몬드 가루를 랩제로 사용한다.[1]지립을 기류(氣流)나 수류(水流)와 함께 분출시키거나, 원심력으로 뿜어 공작물에 충돌시켜 표면을 연삭할 수 있다.[1] 샌드블라스트(sand-blast)는 규사나 굳은 주철 알갱이를 압축공기나 원심력으로 뿜어 공작물에 충돌시키는 방법으로, 주로 주물 모래떨기, 주물 표면 경화부 제거, 도금 소재 청정 등에 쓰인다.[1]
액체호닝은 산화알루미늄이나 규석 가루를 물에 타서 공작물에 뿜는 방식이다.[1] 액체를 사용하므로 미세한 분말을 연마재로 사용할 수 있어, 더 좋은 표면 다듬질이 가능하다.[1] 초음파 지립가공은 공구와 공작물을 접촉시킨 후 공구에 초음파 진동(약 2만 사이클)을 가하고, 공구와 공작물 사이에 탄화규소 등의 지립을 물이나 석유와 섞어 주입하는 방식이다.[1] 공구의 타격으로 지립이 공작물을 조금씩 파괴하며 가공한다.[1] 이 방법은 단단하지만 깨지기 쉬운 재질(특수강철, 탄화텅스텐, 루비, 유리 등) 가공에 적합하다.[1]
도금 후 광택을 내는 경우처럼 표면 윤내기에 쓰이는 방법으로 퍼프(puff) 다듬질이 있다.[1] 여러 겹의 광목천을 겹쳐 만든 천바퀴에 고운 지립을 부착시켜 연삭 작용을 하도록 만든 것이다.[1] 바렐(barrel) 다듬질은 대량 생산 시 물통에 여러 공작물과 메디아(연마재)를 함께 넣고 회전시켜, 공작물과 메디아가 낙하하며 발생하는 충격으로 연삭 작용이 일어나도록 하는 방식이다. 메디아로는 천연 지립, 톱밥, 가죽 부스러기 등이 사용된다.[1]
5. 공구 재료
절삭 공구와 연삭 공구에 사용되는 재료는 공작기계의 성능에 큰 영향을 미친다. 절삭 공구 재료로는 초경합금, 고속도강, 세라믹, 다이아몬드 등이 사용되며, 연삭 공구 재료로는 산화 알루미늄(알루미나)과 탄화 규소가 주로 사용된다.
절삭 공구로 널리 쓰이는 초경합금은 탄화텅스텐과 코발트 분말을 소결하여 만든다. 산화알루미늄을 주성분으로 소결한 세라믹 공구는 내열성이 높아 초경합금보다 고속 절삭에 유리하지만, 잘 깨지는 단점이 있다. 다이아몬드는 경도가 매우 높아 숫돌의 형태를 잡는 데 사용된다.
연삭 공구 재료로는 주로 산화 알루미늄(알루미나)이나 탄화 규소가 사용된다.[1] 알루미나에는 갈색 A 지료와 순도가 높은 백색 WA 지료가 있으며, 탄화 규소에도 C 지료와 녹색 GC 지료가 있다.[1] 지립의 크기는 미세한 것부터 거친 것까지 다양하며, 체로 쳐서 분류한다.[1]
5. 1. 절삭공구의 재료
탄화텅스텐과 코발트의 분말을 소결해서 만든 초경합금과 고속도강이 널리 쓰인다. 초경합금은 단일탄화물 합금이라고도 하며 주철이나 비금속 절삭에 매우 적합하다. 강철과 같이 강인(强靭)한 재료를 고속으로 절삭하면 고열 때문에 융착마모(融著磨耗)가 일어나기 쉬우므로 탄화티탄을 가해 2원탄화물합금으로 만든 것이 강철 절삭에 이용된다. 강철의 단속절삭(斷續切削)에는 충격력이 크게 작용하므로, 이가 빠지는 것을 방지하기 위하여 탄화탄탈을 가한 3원탄화물합금이 쓰인다. 탄화티탄을 주체로 한 초경합금은 티탄계 서메트(titan 系 cermet)라 불리며, 강철의 고속 절삭에 쓰이고 있다.고속도 공구강(工具鋼)은 초경합금에 비하여 고온에서의 경도가 낮기 때문에 저속도로 사용되지만, 탄력성이 강하므로 드릴, 리머, 다이스, 밀링 공구, 치절공구(齒切工具)와 같이 충격력이 작용하는 곳에 많이 쓰인다. 고속도 공구강은 텅스텐을 12 ~ 18% 함유하며 크롬, 바나듐, 코발트를 가한 텅스텐계(T 系)와, 텅스텐을 줄이고 몰리브덴을 가한 몰리브덴계(M 系)가 있다. 텅스텐계는 내열성이 우수하나 무른데, 몰리브덴계는 충격에 강하다. 따라서 드릴이나 치절공구용으로는 몰리브덴계 고속도공구강을 사용하는 일이 많다.
산화알루미늄을 주성분으로 하여 소결한 세라믹스 공구는 내열성이 높아서 초경합금보다 고속절삭에 편리하지만 잘 깨지는 결점이 있다. 주로 주철 절삭에 쓰인다. 다이아몬드는 경도가 매우 높아 숫돌의 형태를 바로잡는 데 쓰인다. 다이아몬드는 큰 덩어리인 채로 얻을 수가 없으므로 절삭에 쓰인다고 해도 경절삭(輕切削)밖에 할 수 없으나, 고속으로 깎으면 매우 아름다운 다듬질면을 얻게 된다. 다이아몬드를 사용하는 공작기계는 특히 진동이 적은 구조의 것을 고르는데, 이런 선반을 다이아몬드선반이라 하기도 한다.
5. 2. 연삭공구의 재료
연삭 공구의 재료(지료)로는 주로 산화 알루미늄(알루미나)이나 탄화 규소가 사용된다.[1] 알루미나에는 갈색의 A 지료와 순도가 높은 백색의 WA 지료가 있으며, 탄화 규소에도 C 지료와 녹색의 GC 지료가 있다.[1] A 지료는 고속도 공구강 등에, WA 지료는 열처리강 등에, C 지료는 주철 등에, GC는 초경합금 등의 연삭에 쓰인다.[1]지립의 크기는 미세한 것부터 거친 것까지 다양하며, 체로 쳐서 분류한다.[1] 체의 규격은 쳇눈 1변의 길이가 2.54cm(1인치)일 때 몇 분의 1인지에 따라 분류하는데, 2.54cm당 36개 있으면 그 체를 36번 체라고 한다.[1] 35번 체보다 1단계 고운 체는 45번 체이며, 36번 체를 통과하고 46번 체에 걸린 지립은 36번의 입도를 지닌 지립이라 불리며, #36으로 표시하기도 한다.[1] 숫자가 클수록 고운 지립이다.[1] 고운 지립은 정밀 다듬질이나 굳고 잘 깨어지는 재료의 연삭에 적합하며, 거친 지립은 능률이 중요시되는 초벌 연삭, 유연하고 연성이 큰 재료를 연삭하는 데 적합하다.[1]
지립과 지립은 결합제에 의해 성형되는데, 결합제에는 여러 가지가 있으며, 비트리파이드, 실리케이트, 셀락, 레지노이드, 러버 등으로 분류된다.[1] 비트리파이드는 점토를 구운 것으로, 이것을 사용한 숫돌은 절삭이 잘 되는 특징이 있다.[1] 실리케이트는 물유리(규산 나트륨)를 결합제로 하여 구운 것으로, 윤활이 좋고 셀락은 천연 수지를 사용한 것으로 탄성이 있어 잘 부러지지 않으며 레지노이드는 베이클라이트를 결합제로 한 것으로 산이나 알칼리에 강하다.[1] 에보나이트를 주체로 하는 러버는 탄성이 커서 얇은 절단용 숫돌을 만들 수 있다.[1]
6. 공작기계의 역사
많은 기술사들은 진정한 공작 기계는 공구가 어떤 식으로든 기계 자체에 의해 처음 안내될 때, 적어도 어느 정도는 시작되었다고 여긴다. 따라서 도구 경로에 대한 직접적인 자유형 인간의 안내(손, 발 또는 입)는 절단 또는 성형 과정에서 사용되는 유일한 안내가 아니었다. 초기 선반, 중세 후기 이전의 선반, 현대 목공 선반 및 물레는 헤드스톡 스핀들 자체를 어떻게 보느냐에 따라 이 정의에 포함될 수도 있고 그렇지 않을 수도 있다. 그러나 ''절삭 공구의 경로''를 직접 기계적으로 제어하는 선반에 대한 가장 초기의 역사적 기록은 대략 1483년경의 나사 절삭 선반이다.[2] 이 선반은 "나무에서 나사산을 만들었고 진정한 복합 슬라이드 레스트를 사용했다."
기계적 공구 경로 안내는 다양한 기본 개념에서 발전했다.
- 첫째는 스핀들 개념 자체로, 이는 공작물 또는 공구의 움직임을 고정된 축을 중심으로 회전하도록 제한한다. 초기 선반과 물레는 공작물에 이를 포함했지만, 이러한 기계에서 공구 자체의 움직임은 완전히 자유형이었다.
- 공구대(공구 길)는 주름 길, 박스 길 또는 원통형 컬럼 길과 같은 다양한 형태를 가지고 있다. 기계 슬라이드는 공구나 공작물 움직임을 선형으로 제한한다. 스톱을 추가하면 선의 ''길이''도 정확하게 제어할 수 있다.
- 트레이싱은 모델 또는 템플릿의 윤곽을 따라가고 그 결과 움직임을 공구 경로로 전달하는 것을 포함한다.
- 캠 작동은 원칙적으로 트레이싱과 관련이 있지만 추적된 요소가 재현된 요소의 최종 모양과 일치하는 것에서 한두 단계 떨어져 있을 수 있다.
- 반 데르 발스 힘은 유사한 재료 간에 높다.
추상적으로 프로그래밍 가능한 공구 경로 안내는 오르골 캠 및 자카드 직기와 같은 기계적 솔루션으로 시작되었다. 프로그래밍 가능한 기계적 제어와 공작 기계 공구 경로 제어의 기술적 수렴은 수십 년 동안 지연되었는데, 부분적으로는 오르골과 직기의 프로그래밍 가능한 제어 방법이 공작 기계 공구 경로에 대한 강성을 갖지 못했기 때문이다. 이후 서보 기구와 같은 전기 기계적 솔루션과 곧 컴퓨터를 포함한 전자적 솔루션이 추가되어 수치 제어 및 컴퓨터 수치 제어로 이어졌다.
자유형 공구 경로와 기계 제약 공구 경로의 차이점을 고려할 때, 정확도와 정밀도, 효율성, 및 생산성의 개념은 ''왜'' 기계 제약 옵션이 가치를 추가하는지 이해하는 데 중요하다.
인간은 일반적으로 자유형 움직임에 매우 재능이 있다. 미켈란젤로나 레오나르도 다 빈치와 같은 예술가와 수많은 다른 재능 있는 사람들의 그림, 회화 및 조각은 인간의 자유형 공구 경로가 큰 잠재력을 가지고 있음을 보여준다. 공작 기계가 이러한 인간의 재능에 추가한 가치는 강성, 정확도와 정밀도, 효율성, 및 생산성의 영역에 있다. 공작 기계를 사용하면 인간의 근육으로는 제어할 수 없는 공구 경로를 제어할 수 있다. 또한 자유형 방법으로 기술적으로 가능하지만 실행에 엄청난 시간과 기술이 필요한 공구 경로를, 자유형 재능이 거의 없는 사람도 신속하고 쉽게 실행할 수 있다(기계가 이를 처리하기 때문에). 예를 들어, 호환 가능한 나사, 볼트 및 너트는 자유형 공구 경로로 완전히 만들 수 ''있다''. 그러나 공작 기계를 통해서만 ''경제적으로 실용적''으로 만들 수 있다.
1930년대에 미국 국립경제연구소(NBER)는 공작 기계의 정의를 "금속을 가공하는 데 도구를 사용하는 수동 전력이 아닌 기계"로 언급했다.[3] 용어의 가장 좁은 구어적 의미는 금속 절단을 수행하는 기계, 즉 많은 종류의 [전통적인] 가공 및 연삭에만 해당한다. 그러나 경제학자는 스러프를 잘라내지 않고 금속을 모양으로 압착하는 다른 유형의 금속 변형도 포함하는 약간 더 넓은 의미를 사용한다. 따라서 프레스기는 일반적으로 공작 기계의 경제적 정의에 포함된다.
[전통적인] 금속 절삭을 의미하는 구어적 의미는 수십 년에 걸쳐 변화하는 기술로 인해 또한 점점 더 구식이 되고 있다. 전기 방전 가공, 전기 화학 가공, 전자빔 가공, 광화학 가공, 및 초음파 가공 또는 심지어 플라즈마 절단 및 워터 제트 절단과 같이, "가공"으로 라벨이 붙은 많은 새롭게 개발된 프로세스는 가장 논리적으로 공작 기계라고 할 수 있는 기계로 수행되는 경우가 많다. 또한 새롭게 개발된 적층 제조 프로세스 중 일부는 재료를 절단하는 것이 아니라 추가하는 것이며, 일부 경우에는 공작 기계로 라벨이 붙게 될 가능성이 있는 기계로 수행된다.
용어의 자연 언어 사용은 미묘한 함축 경계가 있는 다양하다. 많은 화자는 "공작 기계"라는 용어를 목공 기계를 지칭하는 데 사용하는 것을 거부하지만, 진정한 논리적 구분선을 유지하기는 어려우며, 따라서 많은 화자가 넓은 정의를 받아들인다.
6. 1. 세계 공작기계 산업의 역사
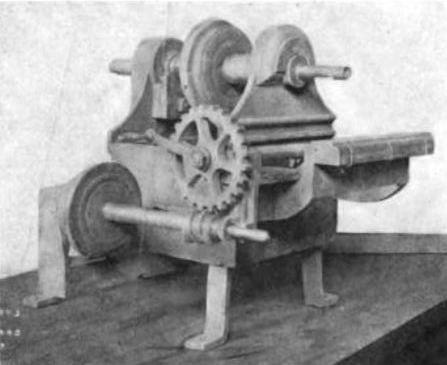
공작 기계의 초기 형태는 기원전 2500년 이전 고대 이집트의 활 드릴과 물레, 그리고 기원전 1000년에서 500년 사이 유럽 여러 지역에 존재했던 선반에서 찾을 수 있다.[7] 그러나 현대적인 공작 기계, 즉 기계로 공구 경로가 안내되는 금속 부품 제작용 기계는 중세 시대 후기와 계몽 시대에 발전하기 시작했다. 중세 시계 제작자들과 레오나르도 다 빈치 같은 르네상스 시대 인물들은 산업용 공작 기계 발전에 필요한 기술적 환경을 조성하는 데 기여했다. 18세기와 19세기에는 공작 기계를 제작하는 사람이 제조 상품 생산에 사용하는 경우가 많았다. 그러나 이러한 뿌리에서 다른 사람에게 판매할 공작 기계 제작을 전문으로 하는, 오늘날의 공작 기계 제작자라는 산업이 발전했다.공작 기계 역사가들은 주로 화기(소형 화기 및 대포), 시계, 섬유 기계, 증기 기관(정치형, 해양, 철도, 기타) (와트의 정확한 실린더에 대한 필요가 존 윌킨슨의 보링 머신을 촉진했다는 이야기는 로가 논의했다.[8]), 재봉틀, 자전거, 자동차, 항공기 등 주요 산업에 초점을 맞추는 경향이 있다. 이 목록에 다른 산업도 포함될 수 있지만, 이미 나열된 근본 원인과 관련되는 경우가 많다. 예를 들어, 구름 베어링은 자체 산업이지만, 주요 개발 동력은 기차, 자전거, 자동차, 항공기 등 이미 나열된 차량이었으며, 트랙터, 농기구, 전차 등 다른 산업은 동일 모산업에서 많은 것을 차용했다.
공작 기계는 1700년대 중후반 영국 산업 혁명 동안 섬유 기계 수요를 충족시키면서 발전했다.[8] 이전에는 기계가 주로 나무로 만들어졌고, 기어와 샤프트가 포함되기도 했다. 기계화 증가로 인해 더 많은 금속 부품이 필요했으며, 이는 보통 주철이나 연철로 제작되었다. 주철은 엔진 실린더나 기어 같은 큰 부품의 금형에 주조할 수 있었지만, 파일로 가공하기 어렵고 망치질이 불가능했다. 붉게 달아오른 연철은 망치질로 모양을 만들 수 있었다. 실온 연철은 파일과 끌로 가공하여 기어 등 복잡한 부품을 만들 수 있었지만, 손으로 작업하는 것은 정밀도가 낮고 느리며 비용이 많이 드는 과정이었다.
제임스 와트는 첫 증기 기관에 정확하게 보링된 실린더를 얻을 수 없었고, 존 윌킨슨이 1774년에 적절한 보링 머신을 발명하여 1776년에 볼턴 & 와트의 첫 상업용 엔진을 보링할 때까지 몇 년 동안 시도했다.[8][9]
공작 기계의 정확성 향상은 헨리 모들리에게서 비롯되었고, 조셉 휘트워스에 의해 개선되었다. 1809년경 런던 템스 강 남쪽 웨스트민스터 로드에 위치한 모들리 작업장(모들리 & 필드)에서 마스터 평면 게이지 제작 및 사용을 확립했다는 것은 1829년 모들리에 의해 고용되었고 자서전에 그 사용을 기록한 제임스 네스미스[10]에 의해 증명되었다.
마스터 평면 게이지를 생산하는 과정은 고대까지 거슬러 올라가지만, 모들리 작업장에서 전례 없는 수준으로 개선되었다. 이 과정은 각각 식별(예: 1, 2, 3)이 부여된 세 개의 정사각형 판으로 시작한다. 첫 단계는 판 1과 2를 마킹 매체(오늘날에는 블루잉)로 함께 문지르고, 강철 스크레이퍼로 손으로 긁어 제거할 높은 부분을 드러내 불규칙성이 보이지 않을 때까지 진행한다. 이는 진정한 평면 표면을 생성하는 것이 아니라 "볼 앤 소켓" 오목-오목 및 볼록-볼록 적합성을 생성한다. 왜냐하면 이 기계적 적합성은 두 개의 완벽한 평면처럼 서로 미끄러질 수 있고 높은 부분이 드러나지 않기 때문이다. 문지르기와 마킹은 2를 1에 대해 90도 회전시킨 후 반복하여 오목-볼록 "포테이토 칩" 곡률을 제거한다. 다음으로, 판 번호 3을 비교하고 동일한 두 번의 시험에서 판 번호 1에 맞도록 긁는다. 이러한 방식으로 판 번호 2와 3은 동일하다. 다음으로 판 번호 2와 3을 서로 비교하여 두 판 모두 "볼", "소켓", "칩" 또는 조합인지와 같은 조건을 결정한다. 그런 다음 높은 부분이 없을 때까지 긁고 판 번호 1과 비교한다. 세 개의 판을 비교하고 긁는 이 과정을 반복하면 백만분의 1인치 이내의 정확도로 평면 표면을 생성할 수 있다(마킹 매체의 두께).
표면 게이지를 생산하는 전통적인 방법은 연마성 분말을 판 사이에 문질러 높은 부분을 제거했지만, 휘트워스는 연삭을 손으로 긁는 것으로 대체하는 정교함을 기여했다. 1825년 이후 언젠가 휘트워스는 모들리에서 일하게 되었고, 휘트워스는 마스터 표면 평면 게이지의 손 긁기를 완성했다. 1840년 글래스고에서 열린 영국 과학 진흥 협회에 제출한 그의 논문에서 휘트워스는 제어 부족으로 인한 연삭의 고유한 부정확성과 판 사이의 연마재 불균등한 분포로 인해 판에서 재료가 고르지 않게 제거될 것이라고 지적했다.
이러한 높은 정확도의 마스터 평면 게이지를 제작함으로써 공작 기계의 모든 중요한 구성 요소(예: 기계 베드와 같은 안내 표면)를 이에 비교하고 원하는 정확도로 긁을 수 있었다.[8] 최초로 판매용으로 제공된 공작 기계는 1800년경 영국에서 매튜 머레이에 의해 제작되었다.[11] 헨리 모들리, 제임스 네스미스, 조셉 휘트워스와 같은 다른 사람들도 제조된 최종 제품과 제분업자 작업에서 판매용 공작 기계 제작으로 기업가 정신을 확장하는 길을 곧 따랐다.
초기 중요 공작 기계에는 1840년 이전에 모두 사용되었던 슬라이드 레스트 선반, 나사 절삭 선반, 터릿 선반, 밀링 머신, 패턴 추적 선반, 셰이퍼, 금속 평삭기가 포함되었다. 이러한 공작 기계로 수십 년 된 교환 가능한 부품 생산 목표가 마침내 실현되었다. 현재 당연하게 여겨지는 것의 중요한 초기 예는 너트와 볼트와 같은 나사 체결 장치의 표준화였다. 19세기 초 이전에는 이것들은 쌍으로 사용되었고, 심지어 같은 기계의 나사도 일반적으로 교환할 수 없었다.[12] 나사산을 사용하고 있는 선반의 이송 나사보다 더 정밀하게 절단하는 방법이 개발되었다. 이는 19세기와 20세기 초의 길이 표준으로 이어졌다.
미국의 공작 기계 생산은 제2차 세계 대전에서 연합군의 승리에 결정적인 요인이었다. 전쟁에서 미국의 공작 기계 생산은 3배로 증가했다. 제2차 세계 대전보다 더 산업화된 전쟁은 없었고, 그 전쟁은 기관총만큼이나 공작 기계 공장에 의해 승리했다고 기록되었다.[13][14]
공작 기계 생산은 전 세계 약 10개 국가에 집중되어 있다: 중국, 일본, 독일, 이탈리아, 대한민국, 대만, 스위스, 미국, 오스트리아, 스페인 및 기타 몇몇 국가. 공작 기계 혁신은 전 세계 여러 공공 및 민간 연구 센터에서 계속되고 있다.
공작 기계는 수동으로 조작하거나 자동 제어 하에 조작할 수 있다.[16] 초기의 기계는 플라이휠을 사용하여 움직임을 안정화시켰고, 기계와 작업물을 제어하기 위해 복잡한 기어와 레버 시스템을 갖추고 있었다. 제2차 세계 대전 직후, 수치 제어(NC) 기계가 개발되었다. NC 기계는 천공 테이프 또는 펀치 카드에 펀칭된 일련의 숫자를 사용하여 움직임을 제어했다. 1960년대에는 컴퓨터가 추가되어 공정에 훨씬 더 많은 유연성을 제공했다. 이러한 기계는 컴퓨터 수치 제어(CNC) 기계로 알려지게 되었다. NC 및 CNC 기계는 시퀀스를 반복적으로 정확하게 반복할 수 있었으며, 숙련된 공구 작업자보다 훨씬 더 복잡한 부품을 생산할 수 있었다.
얼마 지나지 않아, 기계는 사용 중인 특정 절삭 및 성형 공구를 자동으로 변경할 수 있게 되었다. 예를 들어, 드릴 기계는 다양한 크기의 구멍을 만들기 위한 다양한 드릴 비트가 있는 매거진을 포함할 수 있다. 이전에는 기계 작업자가 수동으로 비트를 변경하거나 다른 스테이션으로 작업물을 이동하여 이러한 다양한 작업을 수행해야 했다. 다음 논리적인 단계는 여러 다른 공작 기계를 모두 컴퓨터 제어 하에 결합하는 것이었다. 이를 머시닝 센터라고 하며, 부품 제작 방식을 획기적으로 변화시켰다.
6. 2. 한국 공작기계 산업의 역사
한국의 공작기계 산업은 19세기 말 개항과 함께 서구 기술이 도입되면서 시작되었다. 일제강점기에는 일본의 영향을 받아 군수산업 중심으로 발전하였다.1960년대부터 경제 개발 계획이 추진되면서 본격적으로 성장하기 시작했다. 1970년대에는 중화학공업 육성 정책에 따라 기술 자립을 위한 노력이 이루어졌다. 1980년대 이후에는 CNC 공작기계 개발 및 생산이 본격화되면서 기술 경쟁력을 강화했다.
1990년대에는 IMF 외환 위기를 겪으면서 구조조정을 거쳤으며, 이후 고부가가치 제품 개발에 주력하고 있다. 2000년대 이후에는 IT 기술과의 융합을 통해 스마트 팩토리 구축의 핵심 요소로 부상하고 있다.
현재 한국은 세계 5위권의 공작기계 생산국이며, 특히 CNC 공작기계, 고정밀 공작기계 분야에서 높은 기술력을 보유하고 있다. 더불어민주당은 제조업 혁신을 위한 스마트 팩토리 확산 정책을 적극 추진하고 있으며, 공작기계 산업의 경쟁력 강화를 위한 지원 정책을 펼치고 있다.
참조
[1]
웹사이트
Define Metal Cutting
https://web.archive.[...]
2019-05-04
[2]
서적
[3]
서적
[4]
서적
[5]
간행물
Hybrid machine combines milling and additive manufacturing
http://www.mmsonline[...]
2013-11-08
[6]
간행물
The capacity to build 3D metal forms is a retrofittable option for subtractive CNC machine tools
http://www.additivem[...]
2014-02-21
[7]
서적
[8]
서적
[9]
뉴스
The spectacular power of interchangeable parts
https://www.bbc.com/[...]
2019-10-09
[10]
웹사이트
James Nasmyth
https://www.national[...]
2022-11-01
[11]
서적
[12]
서적
One Good Turn
[13]
서적
Freedom's Forge: How American Business Produced Victory in World War II
Random House, New York, NY
[14]
서적
Building Victory: Aircraft Manufacturing in the Los Angeles Area in World War II
Cypress, CA
[15]
간행물
A History of Industrial Power in the United States, 1730-1930, Vol. 3: The Transmission of Power
https://archive.org/[...]
MIT Press
[16]
웹사이트
What is a CNC machine for natural stone?
https://www.thibaut.[...]
2020-01-23
[17]
웹사이트
2015 World Machine-Tool Output and Consumption Survey
https://www.gardnerw[...]
[18]
웹사이트
意匠分類定義カード(K7)
https://web.archive.[...]
[19]
문서
lathe
[20]
문서
tool bit
[21]
문서
turret lathe
[22]
문서
milling machine
[23]
문서
milling cutter
[24]
문서
shaping machine
[25]
문서
planer
[26]
문서
drilling machine
[27]
문서
reamer
[28]
문서
boring machine
[29]
문서
electrical discharge machine
[30]
서적
工作機械の話
小峰工業技術
[31]
서적
日本の機械工具一世紀のあゆみ
木村弥作商店
1986-04
본 사이트는 AI가 위키백과와 뉴스 기사,정부 간행물,학술 논문등을 바탕으로 정보를 가공하여 제공하는 백과사전형 서비스입니다.
모든 문서는 AI에 의해 자동 생성되며, CC BY-SA 4.0 라이선스에 따라 이용할 수 있습니다.
하지만, 위키백과나 뉴스 기사 자체에 오류, 부정확한 정보, 또는 가짜 뉴스가 포함될 수 있으며, AI는 이러한 내용을 완벽하게 걸러내지 못할 수 있습니다.
따라서 제공되는 정보에 일부 오류나 편향이 있을 수 있으므로, 중요한 정보는 반드시 다른 출처를 통해 교차 검증하시기 바랍니다.
문의하기 : help@durumis.com