압출성형
"오늘의AI위키"의 AI를 통해 더욱 풍부하고 폭넓은 지식 경험을 누리세요.
1. 개요
압출성형은 1797년 조지프 브라마가 납 파이프 제조를 위해 특허를 받으면서 시작된 가공 기술이다. 금속, 플라스틱, 고무, 세라믹, 식품 등 다양한 재료를 원하는 형태로 만들 수 있으며, 재료를 다이(금형)를 통해 밀어내는 방식이다. 압출 방향, 온도, 압력 등에 따라 여러 종류가 있으며, 직접 압출, 간접 압출, 열간 압출, 냉간 압출, 온간 압출, 정수압 압출, 마찰 압출, 미세 압출 등이 있다. 압출 장비는 압출 움직임, 프레스 위치, 구동 방식, 하중 유형에 따라 분류된다. 압출 성형은 초기 설비 투자 비용이 높고, 표면 결함, 내부 균열 등의 단점이 있지만, 다양한 제품을 대량 생산할 수 있다는 장점이 있어, 건축, 자동차, 항공, 식품, 제약 등 여러 산업 분야에서 널리 활용된다.
더 읽어볼만한 페이지
- 단위 조작 - 저온 살균법
저온 살균법은 액체 식품을 낮은 온도에서 가열하여 미생물을 제거, 보존성을 높이는 방법으로, 와인 산패 방지에서 시작되어 우유 등 다양한 식품에 적용되며, 온도와 시간에 따라 여러 방식으로 나뉜다. - 단위 조작 - 증류
증류는 액체 혼합물을 끓는점 차이를 이용해 분리하는 기술로, 고대 메소포타미아에서 시작하여 여러 문명을 거쳐 발전해 왔으며, 분별 증류, 감압 증류, 수증기 증류 등 다양한 방법으로 알코올 제조, 석유 정제, 향수 제조, 식품 가공 등 여러 산업에 사용된다. - 식품산업 - 농산물
농산물은 농업을 통해 생산되는 다양한 종류의 산물로, 곡물, 채소, 과일, 콩류, 꽃, 축산물 등 종류가 다양하며, 세척 및 온도와 습도 관리를 통해 보관된다. - 식품산업 - 유전자 변형 식품
유전자 변형 식품은 유전 공학적 방법으로 DNA를 변형한 유기체에서 생산되는 식품으로, 식량 생산 증대와 영양 강화 등의 목적으로 사용되지만 안전성과 환경 영향에 대한 논쟁이 존재하며 국가별로 규제가 다르다.
| 압출성형 | |
|---|---|
| 개요 | |
 | |
| 정의 | 재료를 단면이 있는 다이를 통해 밀어내어 긴 물체를 만드는 공정 |
| 적용 분야 | 금속 플라스틱 세라믹 콘크리트 식품 |
| 공정 | |
| 기본 원리 | 재료를 다이를 통해 밀어내어 원하는 모양을 얻음 |
| 압출 유형 | 직접 압출 간접 압출 하이드로스테틱 압출 |
| 재료 | 알루미늄 구리 강철 플라스틱 세라믹 식품 재료 |
| 장비 | 압출기 다이 빌렛 히터 풀러 스크류 컨베이어 |
| 장점 및 단점 | |
| 장점 | 다양한 모양 생산 가능 높은 생산성 재료 낭비 감소 복잡한 단면 생산 가능 |
| 단점 | 초기 투자 비용 높음 다이 설계 및 제작 복잡 일부 재료에 제한적 |
| 세부 공정 | |
| 직접 압출 | 빌렛을 컨테이너에 넣고 램을 사용하여 다이를 통해 밀어냄 |
| 간접 압출 | 다이가 램에 고정되어 빌렛을 통과하며 제품을 생산 |
| 하이드로스테틱 압출 | 유체를 사용하여 압력을 가해 재료를 다이를 통해 밀어냄 |
| 재료별 특징 | |
| 금속 압출 | 주로 알루미늄, 구리, 강철 등에 사용되며 높은 강도와 정밀도를 요구 |
| 플라스틱 압출 | PVC, 폴리에틸렌 등 다양한 플라스틱 재료에 사용되며 파이프, 시트, 필름 등을 생산 |
| 세라믹 압출 | 점토, 실리카 등을 사용하여 벽돌, 타일, 파이프 등을 생산 |
| 식품 압출 | 곡물, 전분 등을 사용하여 스낵, 파스타, 시리얼 등을 생산 |
| 응용 분야 | |
| 건축 | 창틀, 문틀, 파이프, 구조재 등 |
| 자동차 | 범퍼, 차체 부품, 엔진 부품 등 |
| 전자 제품 | 히트 싱크, 케이스, 커넥터 등 |
| 식품 산업 | 스낵, 파스타, 시리얼, 애완 동물 사료 등 |
| 관련 기술 | |
| 다이 설계 | 제품의 모양과 크기를 결정하는 중요한 요소 |
| 열처리 | 압출 후 제품의 강도와 내구성을 향상시키는 과정 |
| 표면 처리 | 제품의 외관을 개선하고 부식을 방지하는 과정 (예: 아노다이징, 도장) |
| 참고 자료 | |
| 관련 표준 | ASTM B221: 알루미늄 압출재 표준 사양 EN 755: 유럽 알루미늄 압출재 표준 |
2. 역사
압출성형은 1797년 조지프 브라마가 납 파이프 제조를 위한 압출 공정 특허를 획득하면서 시작되었다.[2] 이 공정은 금속을 예열한 다음 손으로 작동하는 플런저를 통해 다이를 통과시키는 방식이었다.[2] 1820년 토머스 버는 유압 프레스를 사용하여 납 파이프에 해당 공정을 적용했다. 당시 이 공정은 "스퀴팅"이라고 불렸다.[2] 1894년, 알렉산더 딕은 압출 공정을 구리와 황동 합금으로 확장했다.[2][32]
2. 1. 한국의 압출 성형 역사
3. 압출 성형의 종류
압출 방향에 따라 직접 압출(전방 압출)과 간접 압출(후방 압출)로 나뉜다.[31] 용기가 고정되어 있고 한쪽에서 압력을 가하는 방식을 "직접 압출", 금형만 고정하고 용기 전체를 이동시키는 방식을 "간접 압출"이라고 한다. 온도에 따라 열간 압출, 냉간 압출, 온간 압출로 나뉜다.[31] 액압식이 있는 정수압 압출 방식도 있다.[31] 마찰 압출은 회전하는 장입물을 다이에 밀어 넣어 압출하는 방식이다.[4]
3. 1. 직접 압출 (전방 압출)
직접 압출(전방 압출)은 가장 일반적인 압출 공정이다. 이 공정은 빌렛을 두꺼운 벽으로 둘러싸인 컨테이너에 넣고 램 또는 스크류를 이용하여 다이를 통과시켜 밀어내는 방식이다.[11] 램과 빌렛 사이에는 재사용 가능한 더미 블록이 있어 둘을 분리한다.[11]컨테이너 내의 빌릿이 밀려 금형까지 도달하는 동안, 전 과정에서 주변 벽과의 마찰이 발생하므로, 일반적으로 간접 압출보다 더 큰 힘이 필요하다.[33] 이 때문에 공정 시작 시 상당한 큰 힘이 필요하며, 일단 빌릿이 금형을 통과하기 시작하면 점차 필요한 힘은 작아진다.[33] 빌렛의 잔량이 적어지면 빌릿이 금형의 구멍을 통과하기 위해 안쪽으로 흘러야 할 필요가 생기며, 다시 큰 힘이 필요하다. 이 때문에 빌릿을 전부 압출하지는 않는다.[33]
3. 2. 간접 압출 (후방 압출)
간접 압출은 후방 압출이라고도 하며, 빌렛과 컨테이너가 함께 움직이는 동안 다이는 고정되어 있다. 다이는 컨테이너 길이보다 더 길어야 하는 "스템"에 의해 제자리에 고정된다. 압출의 최대 길이는 궁극적으로 스템의 기둥 강도에 의해 결정된다. 빌렛이 컨테이너와 함께 움직이기 때문에 마찰력이 제거된다.[12] 이는 다음과 같은 장점으로 이어진다:[12][34]- 마찰이 25~30% 감소하여 더 큰 빌렛을 압출하고, 속도를 높이며, 더 작은 단면을 압출하는 능력이 향상된다.
- 마찰로 인한 열이 없기 때문에 압출물의 균열 경향이 줄어든다.
- 마모가 적어 컨테이너 라이너의 수명이 연장된다.
- 빌렛이 더 균일하게 사용되므로 압출 결함과 거친 입자 주변 영역이 발생할 가능성이 적다.
단점은 다음과 같다:[12][34]
- 빌렛 표면의 불순물과 결함은 압출물 표면에 영향을 미친다. 이러한 결함은 알루마이트 처리가 필요하거나 미학이 중요한 경우 부품을 망친다. 이를 해결하기 위해 빌렛은 사용 전에 와이어 브러싱, 가공 또는 화학적 세척을 할 수 있다.
- 이 공정은 단면적이 스템의 최대 크기에 의해 제한되기 때문에 직접 압출만큼 다재다능하지 않다.
3. 3. 열간 압출
열간 압출은 재료의 재결정 온도 이상에서 수행되는 열간 가공 공정이다.[1][31] 이 공정을 통해 재료의 가공 경화를 방지하고 재료를 다이를 통해 쉽게 밀어낼 수 있다.[1][31] 대부분의 열간 압출은 230~11,000톤 규모의 수평 유압 프레스에서 이루어진다.[1][31] 압력 범위는 30~700MPa이므로 윤활이 필요하며, 저온에서는 오일 또는 흑연을, 고온에서는 유리 분말을 윤활제로 사용할 수 있다.[1][31]
열간 압출 공정의 가장 큰 단점은 기계 및 유지 관리 비용이 많이 든다는 것이다.[1]
| 재료 | 온도 [°C (°F)] |
|---|---|
| 마그네슘 | 350–450 (650–850) |
| 알루미늄 | 350–500 (650–900) |
| 구리 | 600–1,100 (1,200–2,000) |
| 강철 | 1,200–1,300 (2,200–2,400) |
| 타이타늄 | 700–1,200 (1,300–2,100) |
| 니켈 | 1,000–1,200 (1,900–2,200) |
| 내화 합금 | 최대 2,000 (4,000) |
압출 공정은 일반적으로 압출되는 재료에 따라 수 킬로그램에서 수 톤 사이의 생산에 경제적이다. 롤 성형이 더 경제적인 교차점이 있는데, 예를 들어 일부 강철은 20,000kg 이상 생산하는 경우 롤 성형이 더 경제적이다.[2][32]
3. 4. 냉간 압출
냉간 압출은 상온 또는 상온 부근에서 수행되는 공정이다.[1][31] 열간 압출보다 산화가 적고, 가공 경화로 인해 강도가 높으며, 정밀한 치수와 표면 조도를 얻을 수 있다는 장점이 있다.[1] 또한 재료가 적열 취성을 겪는 경우 압출 속도가 빠르다.[1]일반적으로 납, 주석, 알루미늄, 구리, 지르코늄, 티타늄, 몰리브덴, 베릴륨, 바나듐, 니오븀, 강철 등이 냉간 압출에 사용되는 재료이다.[1][31]
이 공정으로 생산되는 제품의 예로는 접을 수 있는 튜브, 소화기 케이스, 쇼크 업소버 실린더 및 기어 블랭크 등이 있다.[1]
3. 5. 온간 압출
1956년 3월, "금속의 온간 압출 공정"에 대한 미국 특허가 출원되었다. 특허 US3156043 A는 압출할 빌릿(Billet)을 임계 융점 이하의 온도로 가열하여 물리적 힘에 반응하여 물리적 특성을 변화시키면 철금속 및 비철금속과 합금의 온간 압출을 통해 여러 가지 중요한 이점을 얻을 수 있다고 설명한다.[3] 온간 압출은 재료의 재결정 온도보다 낮은 온도에서 수행되며, 온도는 800~1,800 °F (424~975 °C) 범위이다.[19] 이는 일반적으로 필요한 힘, 연성, 최종 압출 특성의 적절한 균형을 달성하기 위해 사용된다.[19]3. 6. 정수압 압출
정수압 압출 공정에서 빌렛은 빌렛이 다이에 접촉하는 부분을 제외하고 가압된 액체에 완전히 둘러싸인다.[12][34] 이 공정은 고온, 중간 온도 또는 저온에서 수행할 수 있지만, 온도는 사용되는 유체의 안정성에 의해 제한된다.[12] 이 공정은 수압 매체를 포함하기 위해 밀봉된 실린더 내에서 수행되어야 한다.[12] 유체는 두 가지 방법으로 가압할 수 있다.[12]- 정속 압출: 램 또는 플런저를 사용하여 용기 내부의 유체를 가압한다.[12][34]
- 정압 압출: 펌프, 아마도 압력 증폭기를 사용하여 유체를 가압한 다음, 용기로 펌핑한다.[12][34]
이 공정의 장점은 다음과 같다:[12][34]
- 용기와 빌릿 사이의 마찰이 없으므로 힘 요구 사항이 줄어든다. 이는 궁극적으로 더 빠른 속도, 더 높은 감쇠 비율 및 더 낮은 빌릿 온도를 가능하게 한다.[12][34]
- 일반적으로 높은 압력을 가하면 재료의 연성이 증가한다.[34]
- 균일한 재료 흐름[12]
- 대형 빌릿 및 대형 단면을 압출할 수 있다.[12]
- 용기 벽에 빌릿 잔여물이 남지 않는다.[12][34]
단점은 다음과 같다:[12][34]
- 빌릿은 다이 진입 각도에 맞게 한쪽 끝을 테이퍼로 가공하여 준비해야 한다. 이것은 사이클 시작 시 밀봉을 형성하는 데 필요하다. 일반적으로 표면 결함을 제거하기 위해 전체 빌릿을 가공해야 한다.[12]
- 높은 압력에서 유체를 포함하는 것이 어려울 수 있다.[12][34]
- 압출 유체의 갑작스러운 방출을 방지하기 위해 압출 끝에 더 단단한 재료의 빌릿 잔여물 또는 플러그를 남겨야 한다.[12]
3. 7. 마찰 압출
마찰 압출은 영국 용접 연구소에서 개발되어 1991년에 특허를 받은 방식이다.[4] 주로 금속 매트릭스 복합 재료에서 균질한 미세 구조와 입자 분포를 생성하는 방법으로 사용되었다.[4]마찰 압출은 압출 다이에 대해 장입물(빌렛 또는 기타 전구체)이 회전한다는 점에서 기존 압출과 다르다. 압출력은 장입물을 다이에 밀어 넣도록 가해진다. 다이 또는 장입물이 회전하거나 서로 반대 방향으로 회전할 수 있다. 장입물과 다이 사이의 상대적인 회전 운동은 큰 전단 응력을 유발하여 다이에 접촉하고 다이 근처에 있는 장입물 층에서 소성 변형을 일으킨다. 이러한 소성 변형은 회복 및 재결정 과정에 의해 소산되어 변형되는 장입물이 상당히 가열된다. 변형으로 인한 발열 때문에 마찰 압출은 일반적으로 보조 수단으로 장입물을 예열할 필요가 없어, 더 에너지 효율적인 공정이 될 수 있다. 또한, 상대적인 회전 운동 영역에서 상당한 수준의 소성 변형은 분말, 플레이크, 칩과 같은 미세하게 분할된 전구체의 고상 용접을 촉진하여 압출 전에 장입물을 효과적으로 고화(마찰 고화)할 수 있다.[5]
컨폼 압출기의 가공 부분은 휠, 슈, 어버트먼트, 다이 챔버, 압출 다이로 구성된다. 휠에는 홈이 있으며, 가공을 받는 금속 선재가 회전하는 휠의 홈에 삽입되어 기계 내로 인입된다. 고정된 슈가 휠의 홈에 선재를 밀착시킴으로써, 피가공재인 선재가 휠로부터 받는 마찰력을 증가시키면서 진행된다. 선재는 홈을 막은 어버트먼트에 부딪혀 갈 곳을 잃은 금속은 재료 저장소를 만들어 마찰력과 소성 변형에 의한 발열로 소성 유동 상태가 된다. 높은 압력과 함께 부드러워진 피가공 선재는 재료 저장소에 면한 다이에서 임의의 형상으로 성형되면서 압출되어 나온다. 재료 저장소에서는 휠이나 슈와의 틈새로 재료가 일부 새어 나와 버가 된다. 소재인 선재를 용접함으로써 연속 가공이 가능하며, 제품의 길이에 제한이 없다.
3. 8. 미세 압출
미세 압출은 밀리미터 이하 범위에서 수행되는 미세 성형 압출 공정이다.[6][7][8] 압출과 마찬가지로 금속을 다이 구멍을 통해 밀어내지만, 결과 제품의 단면은 1mm 정사각형을 통과할 수 있다. 1990년에 미세 성형이 구상된 이후 여러 마이크로 압출 공정이 개발되었다.[6][7][8] 전방(램과 빌렛이 같은 방향으로 이동) 및 후방(램과 빌렛이 반대 방향으로 이동) 마이크로 압출이 처음 도입되었으며, 이후 전방 로드-후방 컵 및 이중 컵 압출 방식이 개발되었다.[7][9] 방법과 관계없이, 성공적인 마이크로 압출 기계를 만드는 가장 큰 과제 중 하나는 다이와 램의 제조이다. "다이와 램의 작은 크기와 엄격한 정확성 요구 사항은 적절한 제조 공정을 필요로 합니다."[7] 또한, Fu와 Chan이 2013년 최첨단 기술 검토에서 지적했듯이, 변형 부하 및 결함, 성형 시스템 안정성, 기계적 특성, 결정립 (입자) 구조 및 경계에 대한 기타 크기 관련 효과를 포함하여 마이크로 압출 및 기타 미세 성형 기술을 보다 광범위하게 구현하기 전에 해결해야 할 몇 가지 문제가 여전히 남아 있다.[7][8]4. 압출 장비
압출 장비에는 다양한 변형이 있으며, 다음과 같은 네 가지 주요 특성에 따라 분류된다.[1][31]
- 압출의 움직임: 다이가 고정되고 램이 다이를 향해 움직이면 직접 압출이고, 램이 고정되고 다이가 램을 향해 움직이면 간접 압출이다.
- 프레스 위치: 수직 또는 수평으로 나뉜다.
- 구동 방식: 유압 구동 방식 또는 기계 구동 방식이 있다.
- 하중 유형: 기존 방식(가변) 또는 정수압 방식이 있다.
대부분의 현대적인 직접 또는 간접 압출 프레스는 유압 구동 방식이지만, 소형 기계식 프레스도 여전히 사용되고 있다.[1] 유압 프레스에는 직접 구동 오일 프레스와 축압기 물 구동 방식의 두 가지 유형이 있다.[1]
직접 구동 오일 프레스는 신뢰성이 높고 튼튼하기 때문에 가장 널리 사용된다.[13] 35 MPa(5,000 psi) 이상의 압력을 낼 수 있고, 빌렛 전체에 걸쳐 일정한 압력을 공급한다. 단점은 50~200 mm/s(2~8 ips)로 속도가 느리다는 것이다.[13][37]
축압기 물 구동 방식은 직접 구동 오일 프레스보다 더 비싸고 크며, 스트로크 과정에서 압력의 약 10%를 손실하지만 최대 380 mm/s(15 ips)로 훨씬 빠르다.[13] 이 때문에 강철 압출 시 사용된다.[13][37] 또한 안전상의 이유로 매우 높은 온도로 가열해야 하는 재료에도 사용된다.[13]
정수압 압출 프레스는 일반적으로 최대 1,400 MPa(200 ksi)의 압력에서 피마자유를 사용한다.[14] 피마자유는 윤활성이 좋고 고압 특성을 가지고 있기 때문에 사용된다.[14][38]
5. 다이(금형) 설계
압출 프로파일의 복잡성은 형상 계수로 정량화할 수 있으며, 이는 압출 단위 질량당 생성되는 표면적이다.[15] 형상 계수는 생산 속도와 공구 비용에 영향을 미친다.[15] 두꺼운 단면은 단면 크기를 늘려야 하며, 재료가 적절히 흐르도록 다리의 길이는 두께의 10배를 넘지 않아야 한다. 비대칭 단면의 경우 인접한 단면은 가능한 한 크기가 비슷해야 하며, 날카로운 모서리는 피해야 한다. 알루미늄과 마그네슘의 경우 최소 반경은 0.4mm, 강철의 경우 모서리는 0.75mm, 필렛은 3mm이어야 한다.[1]
압출 단면의 형상은 압출의 용이성에 큰 영향을 준다. 압출 단면의 형상을 둘러싸는 최소 외접원의 직경은 필요한 금형의 크기와 직결되며, 이에 따라 사용할 수 있는 프레스 기계가 제한된다. 대형 프레스 기계에서는 알루미늄의 경우 직경 60cm 정도, 강철 및 티타늄의 경우 직경 55cm 정도까지 가능하다.[31]
다음 표는 다양한 재료에 대한 최소 단면 및 두께를 나타낸다.[1]
| 재료 | 최소 단면적 [cm2 (sq. in.)] | 최소 두께 [mm (in.)] |
|---|---|---|
| 탄소강 | 2.5 (0.40) | 3.00 (0.120) |
| 스테인리스강 | 3.0-4.5 (0.45-0.70) | 3.00-4.75 (0.120-0.187) |
| 티타늄 | 3.0 (0.50) | 3.80 (0.150) |
| 알루미늄 | <2.5 (0.40) | 1.00 (0.040) |
| 마그네슘 | <2.5 (0.40) | 1.00 (0.040) |
내부 공동을 형성하기 위해, 고정 맨드릴 또는 부동 맨드릴을 사용하거나, 스파이더 다이, 포트홀 다이, 브리지 다이 등이 사용된다.[1] 고정 맨드릴은 독일식이라고도 하며, 더미 블록과 스템에 통합되어 있다. 부동 맨드릴은 프랑스식이라고도 하며, 더미 블록의 슬롯에서 부유하며 압출 시 다이에서 정렬된다.[1] 이러한 다이들은 다이에 맨드릴을 통합하고 맨드릴을 제자리에 고정하는 "다리"를 가지고 있다. 압출하는 동안 금속이 분할되어 다리 주위로 흐른 다음 합쳐져 최종 제품에 용접선을 남긴다.[10] 알루미늄 합금 압출 성형에서는 다이로부터의 유출 속도를 조절하기 위해 "베어링부"의 형상을 조절한다. 초크 각을 가진 "초크 베어링"은 금속 흐름을 늦추고, 릴리프를 가진 "릴리프 베어링"은 금속 흐름을 빠르게 한다.[35]
6. 압출 재료
6. 1. 금속
알루미늄은 가장 흔하게 압출되는 재료로, 열간 또는 냉간 압출이 가능하다. 열간 압출의 경우 300 ~ 600℃로 가열하며, 프로파일(트랙, 프레임, 레일, 멀리언, 방열판) 등의 제품을 생산한다.[16] 특히 알루미늄 합금은 신칸센이나 통근 전철 등의 철도 차량에 사용되어 부품 수 감소, 표면 평활성 향상, 경량화에 기여한다.[41] 황동은 부식 방지 봉, 자동차 부품, 파이프 피팅, 엔지니어링 부품 압출에 사용된다. 구리는 600 ~ 1000℃에서 파이프, 와이어, 봉, 막대, 튜브 및 용접 전극을 제조하며, 690MPa 이상이 필요하다.[16] 납과 주석은 최대 300℃에서 파이프, 와이어, 튜브 및 케이블 외피를 제조하며, 용융 납을 수직 압출 프레스에 사용하기도 한다.[16]마그네슘은 300 ~ 600℃에서 항공기 부품 및 원자력 산업 부품을 생산하며, 알루미늄만큼 압출성이 좋다.[16] 아연은 200 ~ 350℃에서 봉, 막대, 튜브, 하드웨어 부품, 피팅 및 난간을 제조한다.[16] 강철은 1000 ~ 1300℃에서 봉 및 트랙을 생산하며, 일반적으로 탄소강이 압출되지만, 합금강 및 스테인리스강도 압출될 수 있다.[16] 티타늄은 600 ~ 1000℃에서 시트 트랙, 엔진 링 및 기타 구조 부품을 포함한 항공기 부품을 제조한다.[16]
마그네슘 및 알루미늄 합금은 일반적으로 0.75μm RMS 이상의 표면 마감을 가지며, 티타늄과 강철은 3μm RMS를 달성할 수 있다.[1][31]
1950년, 프랑스의 위진 세주르네는 강철 압출에 유리를 윤활제로 사용하는 공정을 발명했다.[17][42] 위진-세주르네 공정(또는 세주르네 공정)은 재료를 압출 온도까지 가열한 다음 유리 분말로 롤링하여 얇은 유리막을 형성시켜 윤활제 역할을 한다. 또한, 두꺼운 유리 링을 다이에 배치하여 압출 윤활 및 빌릿의 열을 다이에서 절연하는 역할을 한다.[19][43] 인산염 코팅은 유리 윤활과 함께 사용되어 강철을 냉간 압출할 수 있도록 돕는다.[19][43]
6. 2. 플라스틱
플라스틱 압출은 일반적으로 플라스틱 칩이나 펠릿을 사용하며, 이는 대개 건조되어 호퍼로 들어가 습기를 제거한 후 피드 스크류로 들어간다. 고분자 수지는 가열 요소와 압출 스크류의 전단열의 조합으로 용융 상태로 가열된다. 스크류, 또는 트윈 스크류 압출의 경우 여러 개의 스크류는 수지를 다이를 통해 밀어 넣어 원하는 모양으로 성형한다. 압출물은 다이 또는 수조를 통과하면서 냉각되고 고화된다. "캐터필러 홀오프"(미국에서는 "풀러"라고 함)는 압출선에 장력을 제공하는 데 사용되며, 이는 압출물의 전반적인 품질에 필수적이다. 펠릿화기도 압출된 가닥을 당겨 절단하면서 이 장력을 생성할 수 있다. 캐터필러 홀오프는 일관된 당김을 제공해야 한다. 그렇지 않으면 절단 길이의 변화 또는 제품 왜곡이 발생한다. 어떤 경우에는 (섬유 강화 튜브와 같은) 압출물을 "인발 성형"이라고 하는 공정으로 매우 긴 다이를 통과시킨다. 내부 스크류의 구성은 응용 분야에 따라 구동력이 달라진다. 혼합 요소 또는 이송 요소는 다양한 형태로 사용된다. 압출은 용융 플라스틱에 착색제를 추가하여 특정 맞춤형 색상을 만드는 데 흔히 사용된다.
합성 수지 압출 성형은 일반적으로 합성 수지 칩이나 펠릿을 재료로 사용하며, 먼저 호퍼라고 불리는 부분에 넣고 건조시킨다. 폴리머 수지는 호퍼에서 가열된 후, 스크류의 날로 잘게 썰리고 더욱 가열되어 용융 상태가 된다. 스크류에 의해 수지가 금형으로 압출되어, 소정의 형상이 되어 금형에서 나온다. 그 후, 금형이나 물 탱크 등을 통과시켜 냉각, 굳힌다. 섬유로 강화한 관을 만들 경우 등은 매우 긴 금형을 사용하며, 출구에서 잡아당기듯이 성형한다. 따라서 인발 성형(pultrusion)이라고도 부른다.
6. 3. 고무
고무 압출은 고무 제품을 만드는 데 사용되는 방법이다. 이 공정에서는 아직 경화되지 않은 합성 고무 또는 천연 고무를 압출기라는 기계에 넣는다. 이 기계에는 원하는 모양의 금형과 가압 컨베이어 시스템이 있다. 압출기 내부에서 고무는 가열되고 부드러워져 유연해진다. 그런 다음 금형을 통과하면서 최종 모양을 얻는다.[20][21][22][23]압출기는 크게 두 부분으로 구성된다. 하나는 고무를 컨베이어를 따라 이동시키면서 다른 재료를 첨가하는 스크루이고, 다른 하나는 부드러운 고무가 압착되는 금형이다. 고무는 금형에서 모양을 얻은 후 가황 처리되어 사용할 수 있는 제품으로 경화된다.[20][21][22][23]
이 방법은 길고 일정한 모양을 가진 대형 고무 부품에 효과적이며, 이 공정에 사용되는 다이는 저렴하다. 고무 씰이나 호스와 같은 제품을 만드는 데 자주 사용된다.[20][21][22][23]
6. 4. 세라믹
도자기는 압출 성형을 통해 다양한 형태로 성형될 수 있다. 테라코타 압출은 파이프(토관) 생산에 사용된다.[24][45] 많은 현대식 벽돌 또한 벽돌 압출 공정을 사용하여 제조된다.[24]6. 5. 식품

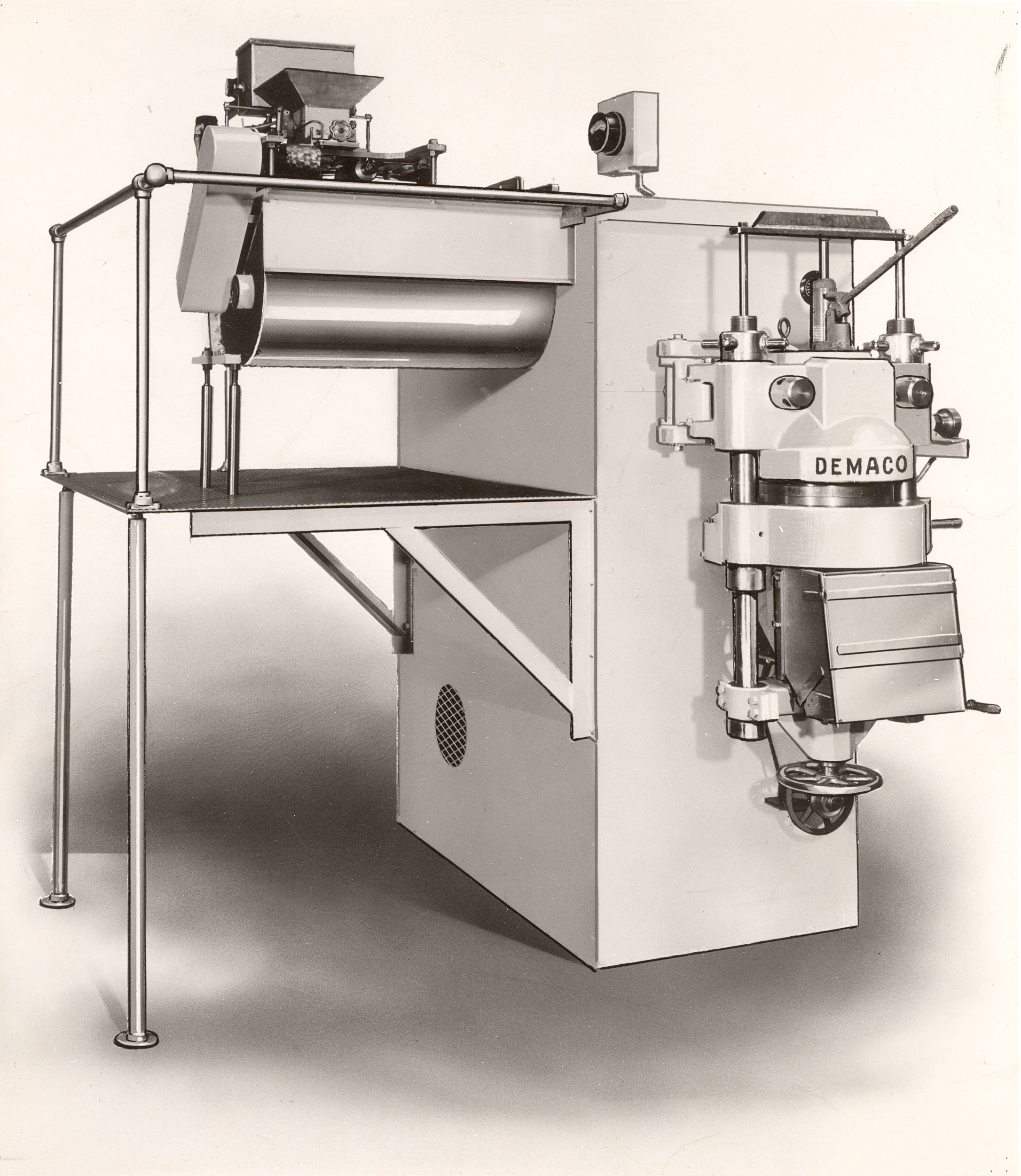
압출 성형은 파스타, 쌀국수 등의 면류, 시리얼 식품, 과자, 감자튀김, 유아식, 애완동물 사료 등을 제조하는 데 사용된다.[25] 먼저 원재료를 적절한 크기로 분쇄하고, 액상 과당, 지방, 착색료, 식육, 물 등 필요한 재료를 섞은 후 증기를 추가하여 가열한다. 혼합된 원재료는 압출기에 공급되어 금형을 통과하고, 나온 것을 적당한 길이로 자른다. 압출기 내에서 마찰과 압력(10~20기압)에 의해 가열 조리가 진행되며, 이때 전분의 호화 현상이 일어난다. 엑스트루더에는 1축식과 2축식이 있으며, 1축식에서는 압출 공정만, 2축식에서는 재료 혼합과 압출 공정을 연속적으로 수행할 수 있다.[25] 이러한 장치는 설계에 따라 다르지만, 한 시간에 1톤에서 25톤의 원재료를 처리할 수 있다.
압출 성형은 식품 제조에서 다음과 같은 효과를 낸다.[25]
- 단백질의 변성
- 전분의 호화
- 효소 비활성화
- 천연 독소 파괴
- 제품 내 미생물 감소
6. 6. 의약품
의약품 생산에서 나노 다공성 고분자 필터를 사용한 압출 성형은 좁은 크기 분포를 가진 지질 소포 리포솜 또는 전달체의 현탁액을 생산하는 데 사용된다.[26] 예를 들어 항암제 독소루비신의 리포솜 전달 시스템은 압출 성형으로 제제화된다.[26]핫멜트 압출 성형은 용해도와 생체 이용률이 낮은 약물의 전달을 가능하게 하기 위해 제약 고형 경구 투여 제제 가공에 활용된다.[26] 핫멜트 압출 성형은 용해 속도와 생체 이용률을 증가시켜 고분자 운반체에서 용해도가 낮은 약물을 분자 수준으로 분산시키는 것으로 나타났다.[26] 이 공정은 열, 압력 및 교반을 가하여 물질을 함께 혼합하고 다이를 통해 '압출'하는 것을 포함한다. 이축 고전단 압출기는 물질을 혼합하고 동시에 입자를 파괴한다.[26] 생성된 입자는 압축 보조제와 혼합하여 정제로 압축하거나 단위 용량 캡슐에 채울 수 있다.[26]
6. 7. 바이오매스 브리켓
폐기물(짚, 해바라기 껍질, 메밀 등) 또는 잘게 분쇄된 목재 폐기물(톱밥)을 160~350°C의 고온에서 압출 스크류로 압착하여 연료 브리켓을 생산한다. 생성된 연료 브리켓에는 별도의 바인더가 포함되지 않고, 식물 폐기물 세포에 포함된 천연 리그닌이 그 역할을 한다. 압축 과정에서 발생하는 온도는 브리켓 표면을 녹여 더 단단하게 만들어, 브리켓 운송에 중요한 역할을 한다.6. 8. 섬유
대부분의 합성 섬유는 압출성형으로 제조된다.[27][28] 섬유 형성 물질은 다양한 합성 필라멘트를 형성하기 위해 압출 성형에 사용된다. 용융된 재료는 섬유 형성에 도움이 되는 방사구를 통과한다. 작은 구멍은 노즐이라고 불리며, 특수한 형상의 노즐로 만들어진 섬유 제품은 "이형 단면 섬유"라고 불리며, 촉감, 광택, 흡수성, 무게, 보온성 등이 각각 다른 독특한 질감을 부여하여 의류 산업에 디자인상의 폭을 넓혀준다. 합성 섬유는 셀룰로스에 의한 섬유소나 화학 합성된 폴리머의 칩 또는 플레이크 형태의 것을 용매에 녹이거나 가열하여 액체로 만들어 압출 성형기의 가압부에 주입한다. 이 액체를 실로 가공하는 공정은, 기존의 천연 섬유를 방적(spinning)하는 가공 공정과 마찬가지로 "방사 공정"이라고 불린다.방사 공정에는 용융 방사법, 습식 방사법, 건식 방사법 등이 있다.
- 용융 방사법은 250-300℃로 가열, 용융된 원료를 노즐에서 압출하여 냉각하는 방식이다. 나일론, 폴리에스터, 폴리프로필렌 방사에 사용된다.
- 습식 방사법은 원료를 용매에 녹여 응고욕에 압출하여 응고시키는 방식이다. 레이온, 비닐론, 아크릴 섬유 방사에 사용된다.
- 건식 방사법은 원료를 기화되기 쉬운 용매에 녹여 노즐에서 압출, 고온 가스에 노출시켜 건조하는 방식이다. 아세테이트, 스판덱스, 다양한 아크릴 섬유 방사에 사용된다.
중공 형상의 섬유 제품 압출 성형에서, 금속을 소재로 하는 다이와 달리 노즐은 간단한 구조로 가능하다. 폴리머는 노즐에서 나온 직후에는 아직 유동성이 있기 때문에, 마주보는 끝끼리 저절로 연결되어 관状이 된다[44]。
7. 압출 성형의 장단점
7. 1. 장점
7. 2. 단점
압출 성형은 초기 설비 투자 비용이 높고, 열간 압출의 경우 기계 유지 관리 비용이 많이 든다.[29] 간접 압출은 빌렛 표면 결함에 취약하다. 압출 성형 시 표면 균열, 내부 균열, 줄무늬 등의 결함이 발생할 수 있다.[39]압출 가공재와 다이스 또는 다이스 표면의 금속 사이의 전단력으로 인해 발생하는 압출 가공재 표면의 흠집은 "테어링"이라고 불리며, 저품질 또는 불량품으로 취급된다.[29] 온도 설정, 마찰, 압출 속도가 과도하게 높거나, 온도가 너무 낮아 소재가 금형에 고착되어 발생한다. 마찰이 너무 크거나 주변과 중심부에서 온도 차이가 발생하면 불순물이나 산화물이 제품의 중심부에 모일 수 있다. 금형 설계가 유체 정역학적으로 문제가 있으면 제품 내부에 균열이나 공극이 생기는 경우가 있다.
압출 성형된 제품 표면에는 압출 방향으로 직선적인 줄무늬가 생길 수 있는데, 이는 금형에 소재가 고착된 채로 제조를 계속하는 경우에 발생하기 쉽다.
컨테이너 내에 빌렛을 가두어 가압하는 방법에서는 빌렛을 전부 압출할 수 없고 "데드 메탈"로 남게 된다. 직접 압출에서는 간접 압출보다 더 많은 데드 메탈이 발생한다. 빌렛 외면에는 마찰력이 작용하므로 다이 직전에서 소재의 중앙부만 전진하며, 이러한 소성 유동에 의한 제품 내부의 왜곡도 직접 압출 쪽이 더 커진다. 제조 시 비교적 좁은 압출 조건을 벗어나 윤활제의 선정이나 다이의 형상, 압력 조정을 잘못하면, 제품 내부에 "셰브론 크랙"이라고 불리는 공동 (>형의 균열)이 생기는 경우가 있다.[39]
8. 압출 성형의 응용 분야
9. 한국의 압출 성형 산업 현황 및 전망
참조
[1]
간행물
[2]
간행물
[3]
웹사이트
Process for warm extrusion of metal
https://patents.goog[...]
1956-03-09
[4]
특허
Forming metallic composite materials by urging base materials together under shear
[5]
논문
Production of wire via friction extrusion of aluminum alloy machining chips
[6]
논문
Microforming - From Basic research to its realization
[7]
서적
Micromanufacturing Processes
CRC Press
[8]
논문
A review on the state-of-the-art microforming technologies
[9]
서적
Micro-scaled Products Development via Microforming: Deformation Behaviours, Processes, Tooling and its Realization
Springer Science & Business Media
2016-03-19
[10]
간행물
[11]
간행물
[12]
간행물
[13]
간행물
[14]
간행물
[15]
웹사이트
FAQs about aluminium extrusion, Powder coating and fabrication
https://edmolimited.[...]
[16]
간행물
[17]
간행물
Extrusion
https://books.google[...]
ASM International
[18]
논문
New Techniques in the Manufacture of Platinum-Iridium Mass Standards
https://web.archive.[...]
2015-09-05
[19]
간행물
Encyclopedia of Physical Science & Technology
Academic Press, Inc.
[20]
웹사이트
https://www.todaysme[...]
2024-02
[21]
웹사이트
Molded Rubber: Introduction to Elastic Parts Manufacturing
https://capablemachi[...]
2023-04-18
[22]
웹사이트
Measure rubber profiles out of the extruder die | European Rubber Journal
https://www.european[...]
[23]
웹사이트
Colmec publishes paper on rubber extrusion | European Rubber Journal
https://www.european[...]
[24]
웹사이트
Brick manufacturing process
https://web.archive.[...]
[25]
서적
Extrusion Cooking: Technologies and Applications
https://books.google[...]
Elsevier
2001-06-25
[26]
웹사이트
Extrusion Spheronisation
https://web.archive.[...]
2016-09-27
[27]
웹사이트
spinneret {{!}} fibre manufacturing {{!}} Britannica
https://www.britanni[...]
2021-11-14
[28]
서적
The Anstey Weston guide to textile terms
http://archive.org/d[...]
'[Great Britain] : Weston'
1997
[29]
문서
現場で生かす金属材料シリーズ アルミニウム
[30]
문서
アルミニウムの基本と仕組み
[31]
간행물
[32]
간행물
[33]
간행물
[34]
간행물
[35]
웹사이트
日立ケーブル
http://www.hitachi-c[...]
[36]
서적
[37]
서적
[38]
서적
[39]
문서
塑性加工 基礎の基礎
[40]
서적
[41]
간행물
溶接接合教室、実践編、第6回、「鉄道・車輛(設計編)」
https://doi.org/10.1[...]
2012-07
[42]
서적
[43]
서적
[44]
문서
図解 繊維がわかる本
[45]
웹사이트
Brick manufacturing process
http://www.umich.edu[...]
[46]
웹사이트
Aluminum Extrusion Tooling - MakeItFrom
http://www.makeitfro[...]
본 사이트는 AI가 위키백과와 뉴스 기사,정부 간행물,학술 논문등을 바탕으로 정보를 가공하여 제공하는 백과사전형 서비스입니다.
모든 문서는 AI에 의해 자동 생성되며, CC BY-SA 4.0 라이선스에 따라 이용할 수 있습니다.
하지만, 위키백과나 뉴스 기사 자체에 오류, 부정확한 정보, 또는 가짜 뉴스가 포함될 수 있으며, AI는 이러한 내용을 완벽하게 걸러내지 못할 수 있습니다.
따라서 제공되는 정보에 일부 오류나 편향이 있을 수 있으므로, 중요한 정보는 반드시 다른 출처를 통해 교차 검증하시기 바랍니다.
문의하기 : help@durumis.com