납땜
"오늘의AI위키"의 AI를 통해 더욱 풍부하고 폭넓은 지식 경험을 누리세요.
1. 개요
납땜은 기원전 5000년 메소포타미아에서 사용된 금속 접합 기술로, 금속 부품을 연결하는 데 사용된다. 보석, 조리기구, 스테인드글라스 제작 등 다양한 분야에서 활용되었으며, 현대에는 전자 산업 발전에 따라 전자 부품 조립, 배관 설비 연결 등에 널리 사용된다. 납땜은 땜납을 녹이는 방식에 따라 다양한 종류가 있으며, 전자 제품에는 주로 연납땜이, 고온에서는 경납땜이 사용된다. 납땜 과정에는 플럭스가 사용되어 산화를 방지하고 젖음성을 향상시키며, 납땜 후에는 결함 방지를 위해 꼼꼼한 검사가 필요하다. 최근에는 환경 규제로 인해 무연 땜납 사용이 증가하고 있다.
더 읽어볼만한 페이지
- 납땜 - 액체 금속
액체 금속은 상온 또는 고온에서 액체 상태로 존재하며 뛰어난 열 및 전기 전도성, 높은 표면 장력, 자기장 민감성을 특징으로 하여 다양한 분야에 활용되지만, 독성 및 반응성에 대한 안전성 확보가 요구되는 금속 또는 금속 합금이다. - 납땜 - 땜납
땜납은 금속 접합에 사용되는 합금으로, 주로 주석과 납의 합금이며 용도에 따라 다른 금속을 첨가하여 특성을 조절하고, 역사적으로 기원전 3000년경부터 사용되었으며 현대에는 다양한 분야에서 활용되지만, 납의 유해성 문제로 무연 땜납의 개발 및 사용이 증가하고 있다. - 레이저 응용 - 라이다
라이다는 레이저를 사용하여 물체의 거리와 3차원 형상 정보를 측정하는 기술로, 코라이더 시스템에서 유래되어 자율주행차, 지형 측량, 대기 관측 등 다양한 분야에서 활용되며, 레이저 빔을 발사하고 반사된 빛의 비행시간을 측정하여 거리를 계산하는 원리를 사용한다. - 레이저 응용 - 레이저 프린터
레이저 프린터는 레이저로 드럼 표면에 이미지를 만들어 토너를 용지에 전사하는 장치로, 빠른 속도와 고품질 텍스트 인쇄를 특징으로 하며 안전 및 건강상의 위험과 예방 조치가 중요하다. - 전자공학 제조 - 스루홀 기술
스루홀 기술은 인쇄회로기판의 구멍에 전자 부품을 삽입하여 납땜하는 실장 방식으로, 기계적 결합력이 높지만 생산 비용이 높아 SMT 기술로 대체되었으나, 특정 분야에서 여전히 사용되며 자동화 기술을 통해 발전을 모색하고 있다. - 전자공학 제조 - 표면 실장 기술
표면 실장 기술(SMT)은 전자 부품을 인쇄 회로 기판 표면에 직접 납땜하는 기술로, 소형화, 자동화, 생산성 향상 등의 장점으로 첨단 전자 기기 제조에 필수적이지만, 정교한 기술과 장비, 수리 난이도 등의 단점도 존재한다.
| 납땜 | |
|---|---|
| 기본 정보 | |
 | |
| 정의 | 금속 조각들을 가열된 충전재 금속으로 접합하는 공정 |
| 사용 온도 | 450°C (840°F) 이하 |
| 충전재 용융 온도 | 450°C (840°F) 이하 |
| 충전재 | 주석 납 은 구리 기타 합금 |
| 공정 및 기술 | |
| 원리 | 접합할 금속 사이의 틈새에 용융된 충전재 금속을 채워 접합 |
| 접합 강도 | 상대적으로 약함 (기계적 강도 요구 사항이 적은 경우에 적합) |
| 플럭스 사용 | 접합면을 깨끗하게 하고 산화를 방지하기 위해 사용 |
| 열원 | 납땜 인두 납땜 건 화염 오븐 |
| 접합 유형 | 랩 조인트 버트 조인트 티 조인트 |
| 주요 응용 분야 | 전자 제품 제조 및 수리 배관 보석 세공 금속 공예 DIY 프로젝트 |
| 장단점 | |
| 장점 | 비교적 간단한 공정 저렴한 장비 비교적 낮은 온도에서 작업 가능 다양한 금속 접합 가능 |
| 단점 | 접합 강도가 상대적으로 약함 고온 환경에 취약 일부 금속에 부식 문제 발생 가능 |
| 관련 기술 | |
| 관련 기술 | 용접 브레이징 접착제 접합 |
| 추가 정보 | |
| 작업 안전 | 환기가 잘 되는 곳에서 작업하고, 납 증기 흡입을 피하기 위해 적절한 보호 장비 착용 필요 |
| 환경 문제 | 납 성분이 포함된 납땜재는 환경 오염을 유발할 수 있으므로 친환경적인 재료를 선택하는 것이 바람직함 |
| 용어 | 납땜 (수학) |
2. 역사
납땜은 기원전 5000년경 메소포타미아에서 시작된 것으로 알려져 있으며,[1] 금속 가공 역사 초기부터 사용되었다.[2] 삼국시대부터 한국에서도 금속 공예 기술이 발달하면서 납땜 기술도 함께 발전했을 것으로 추정된다.
2. 1. 고대
메소포타미아에서는 기원전 5000년경에 이미 납땜이 사용되었다는 증거가 있다.[1] 금속 가공 역사에서 매우 이른 시기인 기원전 4000년 이전에 납땜과 브레이징이 시작되었을 것으로 추측된다.[2] 기원전 3000년경 수메르에서는 검을 제작할 때 견고한 납땜을 사용하였다.
2. 2. 중세 및 근대
역사적으로 납땜은 보석, 조리기구 및 요리 도구 제작, 스테인드글라스 조립 등 다양한 용도로 사용되었다.[1]2. 3. 현대
전자 산업의 발전과 함께 납땜 기술은 더욱 중요해졌다. 전기 회로나 전자 회로 제작 및 생산, 금속 배관 연결, 금속 소형 부품 제작, 모형 제작, 스테인드글라스 제작, 액세서리 제작 등에 사용된다.[39]전기 전도성을 좋게 만들기 위해 전선, 단자, 커넥터, 인쇄 회로 기판, 전자 부품 등을 접합하여 전기 회로나 전자 회로를 만드는 데 사용된다.
납땜은 도전성이 필요 없는 분야(금속 배관 연결, 스테인드글라스 제작, 액세서리 제작 등)에서도 사용된다.
납땜 시 발생하는 연기(흄)는 독성이 있으므로 작업 중에는 환기를 하거나, 팬 등으로 바람을 만들어 연기를 피하도록 하는 것이 권장된다.
3. 응용
납땜은 전자 부품을 인쇄 회로 기판(PCB)에 조립하는 것 외에도 다양한 분야에서 활용된다. 예를 들어, 다음과 같은 분야에서 활용된다.
- 배관 설비: 구리관 연결[3]
- 판금 객체 이음새 제작: 식품용 캔, 지붕 방수, 배수로, 자동차 라디에이터 등[3]
- 보석 조립 및 수리[3]
- 스테인드글라스 가공: 납 캐임과 동박 결합[3]
- 그릇이나 용기의 구멍 보수[3]
스테인드글라스 제작에는 구리 테이프 방식과 케임(came) 방식이 있으며, 두 방식 모두 납땜 공정이 필요하다. 구리 테이프 방식은 유리 조각 가장자리에 구리 호일을 붙인 다음 납땜하여 3차원 작품을 만든다. 케임 방식은 유리와 유리를 케임으로 연결하여 면을 조립하고, 조립된 부분의 케임을 납땜한다.[39]
스테인드글라스 납땜에는 납땜 인두, 납봉(납선), 액상 플럭스, 플럭스용 붓, 페이스트 플럭스, 핀셋, 안전 안경이 사용된다. 납땜 인두는 80W~100W 정도의 것이 사용되며, 구리 테이프 방식에는 80W, 케임 방식에는 100W 정도가 적합하다. 스테인드글라스에 사용되는 납봉은 주석과 납의 비율이 6:4인 합금이 일반적이다.[40]
3. 1. 전자 제품
납땜은 전자 부품을 인쇄 회로 기판(PCB)에 조립하는 데 사용된다. 이때, 부품 파손을 방지하기 위해 기판 표면에서 부품을 1~2 밀리미터 정도 띄운다.[8] 큰 부품을 실장할 때는 응력 감소를 위해 플라스틱 클립이나 홀더를 사용하기도 한다.전자 부품 납땜에는 융제 기반 로진과 60/40 주석/납 혼합 땜납이 일반적으로 사용되며, 기판의 융제를 제거하기 위해 용매가 필요하다. 민감한 소자는 방열납을 사용하여 열로 인한 파손을 방지한다. 납땜인두나 납땜건을 소자 핀과 터미널 핀에 동시에 가열하고, 핀과 패드에만 납을 접촉시킨다. 땜납이 녹아서 흐르면 땜납 공급을 중지하고, 인두는 잠시 동안 대고 있는다. 땜납이 충분히 흘러들어갈 때까지 가열한 후 인두 팁을 떼면 연결이 단단해진다. 납땜 후 남아있는 융제는 알코올이나 유기 용매, 또는 이산화 탄소를 가압하거나 증류수를 사용하여 제거해야 한다.[8]
1980년대 이후에는 유럽연합의 환경법 등에서 권고에 따라 비로진 기반 수성 융제가 사용되기도 한다. 이러한 융제를 사용하면 물이나 수정 청정제로 기판을 세척할 수 있어 해로운 용매 배출을 줄일 수 있다.
납땜 방법에는 수동 납땜, 웨이브 솔더링, 리플로우 솔더링 등 다양한 방법이 사용된다.
- 수동 납땜: 납땜인두를 사용하여 사람이 직접 납땜하는 방식이다.
- 웨이브 솔더링: 대량 용기의 흐르는 납땜 용융물 위에 PCB를 통과시켜 납땜하는 방식이다. 부품을 설치하고 때로는 움직임을 방지하기 위해 접착제를 소량 바르거나 고정구를 사용한다. 납땜 용융물의 흐름은 정재파를 만들도록 강제되어 PCB 전체가 아닌 핀과 패드에만 접촉한다.
- 리플로우 솔더링: 솔더 페이스트를 사용하여 부품을 부착 패드에 고정한 다음, 적외선 램프, 핫에어 펜 또는 정밀하게 제어되는 오븐을 통과시켜 가열하는 방식이다.
특정 PCB에는 두 가지 이상의 공정을 함께 사용하기도 한다. 예를 들어, 표면 실장 부품은 리플로우 솔더링으로, 스루홀 실장 부품은 웨이브 솔더링으로, 부피가 큰 부품은 수작업으로 납땜할 수 있다.
공장에서 인쇄회로기판의 납땜 방법에는 크게 플로우 방식과 리플로우 방식이 있다.
; 플로우 방식 (Flow 방식)
: 납땜조에 녹여 놓은 납 표면에 인쇄회로기판의 밑면을 담그는 방식으로 납땜하는 방식이다. 주로 핀이 있는 부품(수동 라인 포함)에 사용하지만, 표면 실장 부품을 양면 실장하는 경우에도 사용된다. 이 경우 부품이 떨어지지 않도록 미리 디스펜서를 사용하여 기판에 접착제를 도포하여 임시 고정시켜 놓는다. 납땜조 유형에는 납 액면을 움직이지 않는 정지조(DIP 방식)와 납 액면에 파도를 일으키는 분류식(플로우 방식) 납땜조가 있다. 분류식은 1983년경부터 등장했다. 현재는 플로우 방식의 분류 납땜조도 DIP조라고 부르는 경우가 일반적이다.
; 리플로우 방식 (Reflow 방식)
: 인쇄회로기판에 납 페이스트(납 분말에 플럭스를 첨가하여 적절한 점도로 만든 것)를 인쇄하고 그 위에 부품을 올려놓은 후 열을 가하여 납을 녹이는 방법이다. SMT(표면 실장 기술)이라고 하며, 표면 실장형 부품에 사용한다. 부품 소형화·고밀도 실장화 진전에 따라 이 방식이 주류가 되어 개량이 이루어지고 있다. 알루미늄 전해 콘덴서와 같은 부품도 소형화·내열화가 진행되어 리플로우 방식에 대응하도록 되어 있다. 가열 방법에는 적외선 방식이나 열풍 방식 등이 있다.
리플로우 방식의 실제 절차는 다음과 같다.
1. 부품 접합 예정 부분에 납 페이스트를 도포한다. 일반적으로 구멍이 뚫린 스테인리스 강철 재질 틀(메탈 마스크·스텐실) 위에서 스퀴지(주걱)를 사용하여 납 페이스트를 밀어 필요한 부분에 일정한 두께로 전사한다. 이것을 자동으로 하는 장치가 크림 납땜 인쇄기이다(갈판 인쇄나 스크린 인쇄와 같은 방식이다).
2. 도포된 부분에 부품을 실장한다. 일반적으로 NC 제어 칩 마운터(표면 실장기, 부품 장착기)로 수행한다. 기본적으로는 미세 칩 부품부터 실장하고 QFP 등의 대형 부품은 마지막에 실장한다.
3. 프리히트 = 리플로우 오븐 안에서 기판과 부품을 예열한다(일반적으로 150℃~170℃ 정도). 예열 목적은 부품에 대한 급격한 열 충격 완화, 플럭스 활성화 촉진, 유기 용제 기화 등이다.
4. 본 가열 = 납이 녹는 온도까지 단시간 고온으로 한다(일반적으로 220℃~260℃). 납 성분 조성에 따라 용융 온도가 다르지만, 무연 납의 경우 고온으로 할 필요가 있다. 고온이 되면 금속 표면 산화가 진행되어 젖음성이 나빠진다. 또, 내열 보증 온도가 낮아 무연 공법에는 적합하지 않은 부품도 있으므로 사전에 확인이 필요하다.
5. 냉각 = 자연 냉각이 일반적이지만, 부품에 대한 열 스트레스 시간을 단축하기 위해 급격하게 냉각하는 것이 권장되고 있다. 특히 무연 납을 사용하는 경우에는 땜납 꺼짐 발생 방지를 위해 쿨러로 급냉각이 필요하다.
이러한 작업 대부분은 자동화되어 있다. 특히 집적도가 높고 많은 핀을 가진 IC에서는 리드리스형 패키지가 많이 사용된다. BGA(Ball Grid Array)라고 불리는 IC 측에 볼 형태 납이 미리 형성된 패키지가 사용되는 경우도 있지만, 이 경우에도 기본적으로는 리플로우 방식으로 수행된다.

3. 2. 배관 설비
구리 파이프는 일반적으로 납땜으로 연결된다. 미국 배관 공사 환경에서 적용될 때, 납땜은 종종 ''납땜(sweating)''이라고 하며, 이렇게 만들어진 튜브 연결은 ''납땜 접합부(sweated joint)''라고 한다.[3]구리 튜브는 일반적인 수동 납땜 인두나 건이 제공할 수 있는 것보다 열을 훨씬 더 빠르게 전달하므로, 프로판 토치가 가장 일반적으로 사용된다. 큰 튜브 크기와 피팅의 경우 MAPP 연료, 아세틸렌 연료 또는 프로필렌 연료 토치가 산화제로 대기 중 공기를 사용하여 사용된다. 8mm에서 22mm 크기의 구리 파이프 접합부를 납땜하기 위해 전기 도구를 사용할 수도 있다. 예를 들어, Antex Pipemaster는 좁은 공간에서, 개방된 불꽃이 위험할 때 또는 DIY 사용자가 사용하는 데 권장된다. 펜치와 같은 도구는 파이프를 완전히 감싸는 가열된 피팅된 턱을 사용하여 접합부를 10초 만에 용융할 수 있다.[32]
'모세관 피팅'으로도 알려진 납땜 피팅은 일반적으로 구리 접합부에 사용된다. 이러한 피팅은 짝짓는 튜브의 바깥쪽에 미끄러지도록 설계된 매끄러운 파이프의 짧은 부분이다. 일반적으로 사용되는 피팅에는 직선 커넥터, 리듀서, 벤드 및 티가 있다. 납땜 피팅에는 납땜이 없는 '엔드 피드 피팅'과 피팅 내부의 작은 원형 홈에 납땜 고리가 있는 '납땜 링 피팅'(요크셔 피팅이라고도 함)의 두 가지 유형이 있다.
모든 납땜 접합부와 마찬가지로 연결할 모든 부분은 깨끗하고 산화물이 없어야 한다. 와이어 브러시, 철사 울, 에메리 천이 배관 접합부를 연결하기 위해 준비하는 데 일반적으로 사용된다. 내부 및 외부 와이어 브러시는 일반적인 파이프 및 피팅 크기에 사용할 수 있다. 에메리 천과 철사 울도 자주 사용되지만, 금속 울 제품은 오일이 포함되어 접합부를 오염시킬 수 있으므로 권장하지 않는다.
관련 부품의 크기와 불꽃의 높은 활동성 및 오염 경향으로 인해 배관 플럭스는 일반적으로 전자 플럭스보다 화학적으로 훨씬 더 활동적이며 종종 더 산성이다. 배관 접합부는 거꾸로도 가능하므로, 배관 플럭스는 일반적으로 액체보다 제자리에 더 잘 유지되는 페이스트로 제형화된다. 플럭스는 안쪽과 바깥쪽의 접합부의 모든 표면에 바른다. 플럭스 잔류물은 접합부가 완료된 후 제거하여 접합부의 부식 및 고장을 방지한다.
작업의 특정 요구 사항에 따라 더 높거나 더 낮은 융점과 같은 다양한 특성을 가진 많은 배관 납땜 제형을 사용할 수 있다. 건축 법규는 현재 거의 보편적으로 식수 배관에 무연 납땜을 사용해야 하며(플럭스도 식수 용도로 승인되어야 함) 전통적인 주석-납 납땜도 여전히 사용할 수 있다. 연구에 따르면 납땜된 배관은 식수에서 납 수치가 높아질 수 있다.[33][34]
구리 파이프는 접합부에서 열을 빠르게 전달하므로, 접합부가 적절히 가열되어 양호한 결합을 얻는지 확인하기 위해 세심한 주의를 기울여야 한다. 접합부를 적절히 청소하고 플럭스를 바르고 장착한 후, 토치 불꽃을 접합부의 가장 두꺼운 부분(일반적으로 내부에 파이프가 있는 피팅)에 적용하고 튜브와 피팅 사이의 틈에 납땜을 적용한다. 모든 부품이 가열되면 납땜이 녹아 모세관 작용에 의해 접합부로 흘러 들어간다. 모든 영역이 적셔지도록 토치를 접합부 주위로 움직여야 할 수 있다. 그러나 설치자는 납땜되는 영역을 과열하지 않도록 주의해야 한다. 튜브가 변색되기 시작하면 튜브가 과열되어 산화되기 시작하여 납땜의 흐름을 멈추고 납땜 접합부가 제대로 밀봉되지 않음을 의미한다. 산화되기 전에 용융된 납땜은 토치의 열을 따라 접합부 주위를 따라간다. 접합부가 적절히 적셔지면 납땜과 열을 제거하고 접합부가 매우 뜨거운 동안 일반적으로 마른 걸레로 닦는다. 이렇게 하면 과도한 납땜과 플럭스 잔류물을 식기 전에 제거할 수 있다. 납땜 링 접합부의 경우, 피팅 가장자리 주위에 용융된 납땜 고리가 보일 때까지 접합부를 가열하고 식힌다.
구리 튜브를 연결하는 세 가지 방법 중 납땜 연결은 가장 많은 기술이 필요하지만, 몇 가지 기본 조건이 충족되면 구리 납땜은 매우 안정적인 공정이다.
- 튜브와 피팅은 광택이 없는 베어 메탈로 청소해야 한다.
- 튜브 가열로 형성되는 압력은 출구가 있어야 한다.
- 접합부는 건조해야 한다(수도관을 수리할 때 어려울 수 있음).
구리는 이러한 방식으로 연결되는 유일한 재료가 아니다. 황동 피팅은 종종 밸브에 사용되거나 구리와 다른 금속 사이의 연결 피팅으로 사용된다.
3. 3. 금속 가공
판금 객체의 이음새, 보석 조립 및 수리에 사용된다.[3] 식품용 캔, 지붕 방수, 배수로, 자동차 라디에이터와 같은 판금 객체는 과거부터 납땜을 사용하였고, 일부는 여전히 납땜을 이용한다.[3] 보석은 납땜으로 조립되거나 수리되기도 한다.[3]3. 4. 기타
납땜은 전자 부품을 인쇄 회로 기판에 조립하는 것 외에도 다양한 분야에서 활용된다. 배관 설비에서 구리관을 연결하거나, 식품용 캔, 지붕 방수, 배수로, 자동차 라디에이터와 같은 판금 객체의 이음새를 만드는 데 사용된다. 보석을 조립하거나 수리하고, 스테인드글라스 가공에서 납 캐임과 동박을 결합하는 데도 사용된다. 또한, 그릇이나 용기의 구멍을 막는 데에도 쓰인다.[3]스테인드글라스 제작에는 여러 방법이 있는데, 금속 부분에 구리 테이프를 사용하는 방법이나 납으로 만들어진 단면이 H자 모양인 케임을 사용하는 방법이 있다. 구리 테이프 방식이든 케임 방식이든 중간에 반드시 납땜 공정이 들어간다. 구리 테이프 방식은 유리 조각 가장자리에 구리 호일을 붙인 다음 납땜하여 3차원 작품을 만들 수 있게 한다. 케임 방식은 유리와 유리를 케임으로 연결하여 면을 조립하고, 조립이 끝난 부분의 케임을 납땜한다.[39]
스테인드글라스 납땜에는 납땜 인두, 납봉(납선), 액상 플럭스, 플럭스용 붓, 페이스트 플럭스, 핀셋, 안전 안경이 사용된다. 납땜 인두는 일반적으로 80W~100W 정도의 것이 사용되며, 구리 테이프 방식은 80W, 케임 방식은 100W 정도이다. 스테인드글라스에 사용되는 납봉은 주석과 납의 비율이 6:4인 합금이 일반적이다.[40]
4. 방법
납땜은 땜납을 녹이는 방법에 따라 다양한 종류가 있다. 파동 납땜은 녹은 땜납을 용기에 통과시키는 방식이고, 적외선 램프를 사용하는 방법도 있다. 전기 납땜인두를 이용한 가열, 토치를 사용한 경납땜, 뜨거운 공기를 사용하는 방법 등이 있다. 최근에는 표면실장 인쇄 회로 기판 조립에 역류 납땜이 주로 사용되며, 핀이 많은 커넥터나 특이한 모양의 부품은 수동 납땜을 한다.
납땜 과정에서 기본 금속이 녹지는 않지만, 일부 원자는 액체 땜납에 녹아들어 이음새의 기계적, 전기적 특성을 향상시킨다. "냉납"은 기본 금속이 충분히 가열되지 않아 땜납이 제대로 녹지 않은 상태를 말한다.
연납땜과 경납땜은 땜납의 녹는점에 따라 구분된다. 450°C는 일반적으로 경납땜의 최소 온도로 사용된다. 경납땜은 연납땜보다 더 높은 온도가 필요하므로 일반적인 납땜인두로는 불가능하며, 별도의 장비가 필요하다. 경납땜은 땜납보다 구조적으로 강하고 전기 전도도도 우수하며, 고온에서도 잘 견딘다. "경질납땜"이나 "은납땜"은 은을 40% 포함한 고온 땜납을 사용하므로 경납땜의 한 형태로 간주되기도 한다. 그러나 "은납땜"은 땜납의 녹는점을 기준으로 할 때 기술적으로 정확한 용어는 아니다.
다양한 용도에 맞춰 여러 종류의 납땜 도구가 제작된다. 필요한 열은 연료 연소, 전기 가열, 또는 납땜할 물체에 전류를 흘려 발생시킬 수 있다. 납과 플럭스를 접합부에 놓고 오븐에서 가열하는 방법도 있다. 토스터 오븐이나 휴대용 적외선 조명은 소규모로 생산 납땜 공정을 재현하는 데 사용된다. 납땜 폿을 사용하면 부품을 액체 납에 담그거나, 액체 납 펌프가 부품을 빠르게 통과시키는 높은 "파동"의 납을 생성할 수 있다. 웨이브 솔더링은 표면 장력을 이용하여 납이 인쇄 배선 기판/인쇄 회로 기판의 구리 라인 사이 절연 간격에 브리징되는 것을 방지한다.
전기 납땜 인두는 수동 납땜에 널리 사용되며, 가열 요소와 구리 팁으로 구성된다. 다양한 팁을 장착할 수 있으며, 일반 구리 팁은 뜨거운 납에 부식될 수 있으므로 철로 도금하기도 한다. 온도 조절 기능이 없는 인두는 소형 인두는 금속 섀시 납땜 시 빠르게 식고, 대형 인두는 인쇄 회로 기판(PCB) 작업에는 부피가 크다. 25W 인두는 대형 전기 커넥터 등에 충분하지 않고, 100W 인두는 PCB에 과열될 수 있다. 온도 조절식 인두는 예비 전력이 있어 다양한 작업에 적합하다.
납땜 건은 큰 AC 전류를 통과시켜 구리 팁을 빠르게 가열한다. 내장 변압기 때문에 납땜 건은 가열 요소 납땜 인두보다 크고 무겁다. 가스식 인두는 촉매 팁을 사용하여 불꽃 없이 비트를 가열하며, 휴대용으로 사용된다. 열풍 건과 펜슬은 표면 실장 장치 수리에 유용하다.
비전자 분야에서는 납땜 토치가 불꽃을 사용하여 납을 가열한다. 부탄[20]으로 작동하는 소형 장치부터 대형 산소 연료 토치까지 다양하다. 프로판 토치는 파이프 납땜에 사용될 수 있다. 납땜 구리는 큰 구리 헤드와 긴 손잡이를 가진 도구로, 불꽃으로 가열하여 판금에 열을 가하는 데 사용된다. 헤드 무게는 약 0.45kg에서 약 1.81kg 사이이며, 큰 열 용량을 제공한다. 역사적으로 자동차 차체 작업에 사용되었지만, 차체용 납땜은 스폿 용접과 비금속 충전재로 대체되었다.
제2차 세계 대전 중 SOE 부대는 발열성 자체 납땜 조인트를 사용하여 폭발물 원격 폭파 연결을 만들었다.
광전 납땜(Photonic soldering)은 플래시 램프의 광대역 광을 사용하여 부품을 회로 기판에 납땜하는 새로운 공정이다.[24] 에너지 소비가 적고 처리량이 높으며 설치 공간이 작다. 광경화와 유사하게 기판은 차갑게 유지하면서 납땜할 부품을 가열한다.[25] 이를 통해 PET, 셀룰로스, 직물과 같은 열에 약한 기판에도 SAC305와 같은 고온 솔더를 사용할 수 있다.[26]

4. 1. 연납땜
연납땜은 400°C 미만의 융점을 가진 충전재 금속을 사용하는 것이 특징이다.[9] 은납땜 및 브레이징은 더 높은 온도를 사용하며, 일반적으로 충전재의 용융을 위해 불꽃 또는 탄소 아크 토치가 필요하다. 연납(soft solder) 충전재 금속은 일반적으로 350°C 미만의 액상선 온도를 갖는 합금(종종 납을 포함)이다.이 납땜 공정에서 열은 접합할 부품에 적용되어 납이 녹아 습윤(wetting)이라고 하는 표면 합금 공정으로 가공물에 결합한다. 연선에서는 '심지(wicking)'라고 하는 과정에서 모세관 작용에 의해 납이 가닥 사이의 와이어로 끌어올려진다. 가공물이 매우 가까이 있거나 서로 닿아 있을 때에도 모세관 작용이 발생한다. 접합의 인장 강도는 사용된 충전재 금속에 따라 달라진다. 전기 납땜에서는 추가된 납에서 인장 강도가 거의 발생하지 않으므로 접합부에 기계적 강도를 제공하기 위해 와이어를 꼬거나 접은 다음 납땜하는 것이 좋다. 양호한 납땜 접합부는 전기적으로 전도성이 있고 물과 기체에 대한 차단성이 있는 접합부를 생성한다.
연납땜은 주요 성분인 부드러운 납 때문에 연납이라고 불린다. 연납땜은 가장 낮은 온도를 사용하므로(따라서 구성 요소에 열 응력이 가장 적게 가해짐) 강한 접합부를 만들지 않으며 기계적 하중 지지 응용 분야에는 적합하지 않다. 또한 강도를 잃고 결국 녹기 때문에 고온 응용 분야에는 적합하지 않다.
일반적으로 450°C의 온도를 납땜과 브레이징의 실제 경계로 사용한다. 연납땜은 가열된 인두로 수행할 수 있지만 다른 방법은 일반적으로 충전재 금속을 녹이기 위해 더 높은 온도의 토치 또는 용광로가 필요하다.[10] [11]
납땜 인두는 고온 납땜 또는 브레이징에 충분히 높은 온도를 얻을 수 없으므로 일반적으로 다른 장비가 필요하다.
4. 2. 경납땜
경납땜은 Brazing영어이라고도 하며, 450°C 이상의 온도에서 이루어지는 납땜이다.[7] 이 온도 미만의 경우에는 연납땜이라고 한다. 일반적으로 황동 합금을 충전재로 사용한다.[8] 경납땜은 연납땜보다 훨씬 강한 결합을 제공하며, 배관 설비, 보석 세공, 기계 부품 조립 등에 사용된다.[9] 땜납으로는 은 합금, 황동 합금 등이 사용된다.경납땜은 연납땜에 비해 더 높은 온도를 필요로 하기 때문에, 일반적인 납땜인두로는 충분한 온도를 얻을 수 없다.[7] 따라서 토치와 같은 별도의 장비가 필요하다.[7] "경질납땜"이나 "은납땜"이 경납땜의 한 형태로 소개되기도 하는데, 이는 40%의 은을 포함하여 고온 땜납을 사용하는 것을 말한다.[7] 그러나 "은납땜"이라는 용어는 사용되는 땜납의 녹는점을 기준으로 할 때 기술적으로 올바르지 않다.[7]
경납땜 연결은 기본 금속으로 연결된 것만큼 강하고, 심지어 고온에도 잘 견딘다.[7] 브레이징은 용접되지 않은 접합부 중 가장 강한 접합부를 제공하지만, 충전재 금속을 녹이는 데 가장 높은 온도가 필요하며, 밝은 빛으로부터 눈을 보호하기 위한 어두운 보호 안경이 필요하다.[9] 주철 물체, 단철 가구 등을 수리하는 데 자주 사용된다.[9]
미국 용접 협회(American Welding Society)는 브레이징을 450°C 이상, 또는 미국 전통적 정의에 따르면 약 426.7°C 이상의 녹는점을 가진 충전 금속을 사용하는 것으로 정의한다.[12]
4. 3. 납땜 종류
납땜에는 여러 종류가 있다.- 파동 납땜: 녹은 땜납을 보관하는 용기에 소량을 통과시키는 방식이다.
- 역류 납땜: 표면실장 인쇄 회로 기판 조립에 주로 사용된다.
- 적외선 납땜: 적외선 램프를 사용한다.
- 유도 납땜
- 초음파 납땜
- 딥 납땜: 부품(플럭스 포함)을 작은 가열된 철제 용기의 액체 납에 담그는 방식이다.
- 노 납땜
- 철 납땜: 전기 납땜인두를 사용한다.
- 저항 납땜: 납땜할 부품에 전류를 흘려서 납을 녹이는 방식이다. 금속에 전류가 흐르면 열이 발생하는데, 이 전류가 단면적이 더 작은 부분으로 제한되면 전체 회로에서 발생하는 열이 단면적이 감소된 부분에 집중되는 원리를 이용한다.
- 토치 납땜: 토치를 사용한다.
- 은 연납땜/경납땜
미국 용접 협회(American Welding Society)는 브레이징을 450°C 이상, 또는 미국 전통적 정의에 따르면 약 426.7°C 이상의 녹는점을 가진 충전 금속을 사용하는 것으로 정의한다.[12]
레이저 솔더링(Laser soldering)은 30~50와트(W)의 레이저를 사용하여 전기 연결 접합부를 용융하고 납땜하는 기술이다. 수잔 제니체스(Suzanne Jenniches)가 1980년에 레이저 솔더링을 특허 받았다.[22]
섬유 초점 적외선 납땜은 여러 개의 적외선 광원을 광섬유를 통해 유도한 다음, 접합부에 단일 지점으로 집중시켜 납땜하는 기술이다.[27]
일반적인 납땜인두, 초음파 납땜인두 또는 특수 납땜 용탕과 활성 원소(대부분 티타늄, 지르코늄 또는 크롬)를 포함하는 활성 납땜을 이용한 플럭스 없는 납땜도 가능하다.[29]
5. 땜납
땜납은 여러 가지 합금으로 만들어지며, 그 쓰임새에 따라 알맞은 것을 골라 써야 한다. 전자 부품 조립에는 주석 63%와 납 37%의 공융합금(60/40도 거의 같은 성질을 가짐)이 주로 쓰인다.
일반적인 땜납으로는 주석-납, 알루미늄 접합을 위한 주석-아연, 상온 이상의 강도를 위한 납-은, 고온에서의 강도를 위한 카드뮴-은, 알루미늄 및 내식성을 위한 아연-알루미늄, 그리고 전자 제품을 위한 주석-은 및 주석-비스무트 등이 있다. 배관, 기계 조립 등 다른 용도에는 이러한 합금들이 사용된다.
공융합금 조성은 액상선과 고상선 온도가 같으므로 플라스틱 상이 없으며, 가능한 가장 낮은 녹는점을 가진다는 장점이 있다. 이러한 특성 덕분에 땜납이 가열될 때 젖음성이 빨라지고 냉각 시 빠르게 굳어, 전자 부품에 열로 인한 부담을 줄여준다. 비공융 조성은 온도가 액상선과 고상선 사이를 지날 때 움직이면 균열이 생겨 접합부의 신뢰성이 떨어질 수 있다.
환경 문제와 유럽의 유해물질 제한지침(RoHS) 같은 규제로 인해, 최근에는 무연 땜납이 널리 쓰이고 있다. 어린아이들이 만질 수 있거나 비에 납이 씻겨 지하수로 들어갈 수 있는 곳에서는 무연 땜납을 쓰는 것이 좋다. 그러나 일반적인 무연 땜납은 공융합금이 아니고, 약 220°C에서 녹기 때문에[4] 믿을 만한 접합부를 만들기 더 어렵다.
5. 1. 주석-납 합금
전통적으로 가장 많이 사용되는 땜납은 주석-납 합금이다. 특히 주석 63%와 납 37%의 공융합금은 액상선과 고상선 온도가 같아 플라스틱 상이 없고, 가장 낮은 녹는점(183°C)을 가지는 등 여러 장점을 지닌다.[4] 이러한 특성 덕분에 땜납이 가열될 때 젖음성이 빨라지고, 냉각 시 빠르게 굳어 신뢰성 있는 접합부를 형성하며, 전자 부품에 가해지는 열 스트레스를 최소화한다. 60/40 합금도 63/37 합금과 거의 동일한 특성을 가지며 널리 사용된다.주석-납 합금의 조성비에 따른 녹는점 범위는 다음과 같다.
| 조성 (주석/납) | 녹는점 범위 |
|---|---|
| 63/37 | 183°C (공융점) |
| 60/40 | 183°C ~ 190°C |
| 50/50 | 183°C ~ 215°C |
비공융 조성의 합금은 온도가 액상선과 고상선 사이를 지날 때 움직임이 발생하면 균열이 생겨 접합부의 신뢰성이 저하될 수 있다.
5. 2. 무연 땜납
환경적인 이유와 유럽 유해물질 제한지침(RoHS)과 같은 규정의 도입으로 무연 납땜이 더 널리 사용되고 있다.[36] 유럽 연합의 RoHS 지침에 따라 2006년 7월 1일부터 대부분의 소비재 산업을 비롯한 일부 다른 산업에서도 많은 새로운 전자 회로 기판에 무연 땜납을 사용하도록 요구되었다. 일본에서는 납 함유 제품의 재활용에 드는 추가 비용 때문에 제조업체들이 법률 제정 이전부터 납 사용을 단계적으로 중단했다.[36]무연 납땜은 어린아이들이 접촉할 수 있는 곳이나 비와 기타 강수량이 납을 지하수로 씻어낼 수 있는 야외 사용에도 권장된다. 그러나 일반적인 무연 납땜은 공융합금 조성이 아니며, 약 220°C에서 녹기 때문에[4] 신뢰할 수 있는 접합부를 만드는 것이 더 어렵다.
무연 납땜은 납/주석 납땜보다 더 높은 납땜 온도를 요구한다. 주석(Sn)과 납(Pb)의 63/37 공융 납땜은 183°C에서 녹는 반면, 주석-은-구리(SAC) 무연 납땜은 217°C~220°C에서 녹는다.
주석 기반 납땜 합금의 녹는점을 낮추기 위해 구리, 은, 비스무트와 같은 첨가제를 사용하여 녹는점을 낮추고 다른 특성을 제어하는 다양한 새로운 합금을 연구해야 했다. 또한, 주석은 부식성이 더 강한 금속이며, 결국 납땜조의 고장으로 이어질 수 있다.[36]
무연 구조는 부품, 핀 및 커넥터로 확장되었다. 이러한 핀의 대부분은 구리 프레임을 사용하며, 납, 주석, 금 또는 기타 마감 처리를 했다. 주석 마감은 무연 마감 중 가장 인기가 있다. 그러나 이는 주석 수염 문제를 야기한다. JEDEC은 무연 전자 제조업체가 응용 분야에 따라 수염에 대비하여 어떤 조치를 취해야 할지 결정하는 데 도움이 되는 분류 시스템을 만들었다.
5. 3. 기타 합금
고강도, 고전도, 고내식성 등 특수한 목적을 위해 다양한 합금이 사용된다.[6] 전문 합금은 고강도, 알루미늄 납땜 기능, 향상된 전기 전도도 및 향상된 내식성과 같은 특성을 가진다.[5] 은을 다른 금속과 합금하면 녹는점, 접착력 및 젖음성, 인장 강도가 변한다.6. 융제 (플럭스)
융제는 고온 금속 결합 과정(용접, 경납땜, 연납땜)에서 기본 물체와 땜납이 닿는 부분의 산화를 방지한다. 예를 들어, 주석 납은 구리에 잘 붙지만, 납땜 온도로 인해 빠르게 형성되는 산화 구리에는 잘 붙지 않는다. 융제는 상온에서는 비활성 물질이지만, 고온에서는 강하게 산화·환원 반응하여 금속 산화를 막는다.[17] 또한, 땜납의 흐름을 개선하는 계면 활성제처럼 작용한다.
일반적으로 수용성 융제와 무세척 융제가 사용된다. 수용성 융제는 휘발성 유기 화합물을 사용하지 않고 물로 제거할 수 있다. 무세척 융제는 부드러워서 제거할 필요가 없지만, 생산 설비에는 적합해도 일반적인 수작업 납땜에는 비효율적일 수 있으므로 주의해서 사용해야 한다.
전통적인 로진 융제는 비활성화(R), 약활성화(RMA), 활성화(RA) 형태로 제공된다. RA 및 RMA 융제는 산성이어서 주변 산소를 제거하여 금속이 수분에 노출되는 빈도를 줄인다. RA 융제 잔여물은 부식성이 강해 반드시 세척해야 한다. RMA 융제는 잔여물이 심각한 부식을 일으키지 않아 세척이 필수는 아니지만, 하는 것이 좋다.
6. 1. 종류
플럭스는 납땜 공정을 쉽게 하는 역할을 한다. 플럭스는 먼지, 기름, 산화와 같은 불순물을 제거하고, 고온에서 작업물과 납땜이 다시 산화되는 것을 막는다. 또한 습윤제 역할을 하여 용융된 납땜의 표면 장력을 줄여 작업물에 잘 흐르고 젖도록 돕는다.[17]전자 제품(연납땜)에 사용되는 플럭스는 주로 세 가지 형태로 제공된다.
- 수용성 플럭스: 납땜 후 물로 제거할 수 있는 활성이 높은 플럭스이다. (VOC 제거 불필요)[8]
- 무세척 플럭스: 잔여물이 비전도성, 비부식성이어서 제거가 "필요 없을" 정도로 온화하다.[8] 하지만, 흰색 잔여물이 남을 수 있다.[19]
- 로진 플럭스: 비활성(R), 약활성(RMA), 활성(RA) 형태로 제공된다. RA 및 RMA 플럭스는 로진과 활성제(일반적으로 산)를 결합하여 금속의 젖음성을 높인다. RA 플럭스 잔여물은 부식성이 강해 세척이 필요하다. RMA는 잔여물이 덜 부식성이 되도록 만들어 세척이 선택 사항이지만, 일반적으로 하는 것이 좋다.
플럭스를 잘못 선택하거나 사용하면 접합 불량이 발생할 수 있다. 플럭스가 없으면 접합부가 깨끗하지 않거나 산화되어 불량 접합이 될 수 있다.
일부 플럭스는 차가울 때 안정적이고 비활성이지만, 높은 습도에서는 약간 활성화될 수 있으므로 시간이 지남에 따라 부식을 줄이기 위해 제거할 수 있다. 또한, 부식성이 있는 플럭스는 납땜 후 잔여물을 제거해야 한다.
6. 2. 역할
융제는 고온 금속 결합 과정(용접, 경납땜, 연납땜)에서 기본 물체와 보유 물체의 산화를 방지하는 역할을 한다. 예를 들어, 주석 납은 구리에 잘 붙지만, 납땜 온도로 인해 빠르게 형성되는 산화 구리에는 잘 붙지 않는다. 융제는 상온에서는 비활성 물질이지만, 고온에서는 강하게 산화·환원 반응하여 금속 산화를 방지한다.[17] 또한, 융제는 납땜 과정에서 계면 활성제처럼 작용하여 땜납의 흐름을 개선한다.일반적으로 사용되는 융제에는 수용성 융제와 무세척 융제가 있다. 수용성 융제는 휘발성 유기 화합물을 사용하지 않고 물로 제거할 수 있으며, 무세척 융제는 부드러워서 제거할 필요가 없다. 그러나 융제의 효과는 주의 깊게 평가해야 하는데, 매우 부드러운 "무세척" 융제는 생산 설비에는 적합하지만 일반적인 수작업 납땜에는 비효율적일 수 있다.
전통적인 로진 융제는 비활성화(R), 부드러운 활성화(RMA), 활성화(RA) 공식으로 제공된다. RA 및 RMA 융제는 산성이기 때문에 주변 산소를 제거하여 금속이 수분에 노출되는 빈도를 줄인다. RA 융제 잔여물은 부식성이 강하므로 반드시 납땜된 부분을 깨끗이 해야 한다. RMA 융제는 잔여물이 심각한 부식을 일으키지 않도록 만들어졌기 때문에 세척이 권장되지만 필수는 아니다.
플럭스는 납땜 공정을 용이하게 하며, 접합 부위의 불순물(먼지, 기름, 산화 등)을 제거하고 습윤제 역할을 하여 용융된 납땜의 표면 장력을 줄여 작업물에 더 잘 흐르고 젖도록 돕는다.[17]
전자 제품에는 주로 로진계 플럭스가 사용되었는데, 이는 비부식성이며 상온에서 비전도성이지만 고온에서는 약하게 반응하는 특성이 있다. 그러나 배관 및 자동차 응용 분야에서는 강한 산성(염산) 플럭스가 사용되는데, 이는 잔류물이 전도성이어서 전자 제품에는 사용할 수 없다. 구연산은 구리와 전자 제품에 탁월한 수용성 산성 플럭스이지만 사용 후에는 씻어내야 한다.[18]
연납용 플럭스는 수용성, 무세척, 로진 플럭스의 세 가지 형태로 제공된다. 무세척 플럭스는 비전도성 및 비부식성 잔류물로 인해 제거가 "필요하지 않"지만,[8] 뚜렷한 흰색 잔류물이 남는다. IPC-610에 따르면, 특정 조건 외에는 무세척 플럭스 잔류물이 허용되지만, 커넥터 접합면에는 잔류물이 없어야 하며, 지문은 결함으로 간주된다.[19] RA 및 RMA 플럭스는 로진과 활성제를 결합하여 금속의 젖음성을 높인다. RA 플럭스 잔류물은 부식성이 있으므로 세척해야 하며, RMA 플럭스는 덜 부식성이지만 세척이 권장된다. R 플럭스는 활성이 낮고 부식성이 더 낮다.
플럭스를 잘못 선택하거나 적용하면 접합 불량이 발생할 수 있으며, 플럭스가 없으면 접합부가 산화되어 불량 접합이 될 수 있다.
전자 작업의 경우, 플럭스 코어 솔더 와이어를 사용하거나, 플럭스 펜 또는 주사기 형태의 추가 플럭스를 사용할 수 있다.
일부 플럭스는 차가울 때 안정적이지만, 필요에 따라 세척할 수 있다. 높은 습도에서는 비부식성 플럭스라도 약간 활성화될 수 있으므로 부식을 줄이기 위해 제거할 수 있다.
부식성 플럭스는 납땜 후 잔류물을 제거해야 하며, 면봉이나 솔과 함께 물, 알코올, 아세톤 또는 플럭스와 호환되는 용매를 사용한다.
일부 응용 분야에서는 래커와 같은 보호 재료를 코팅하여 환경으로부터 PCB와 솔더 접합부를 보호하기도 한다.
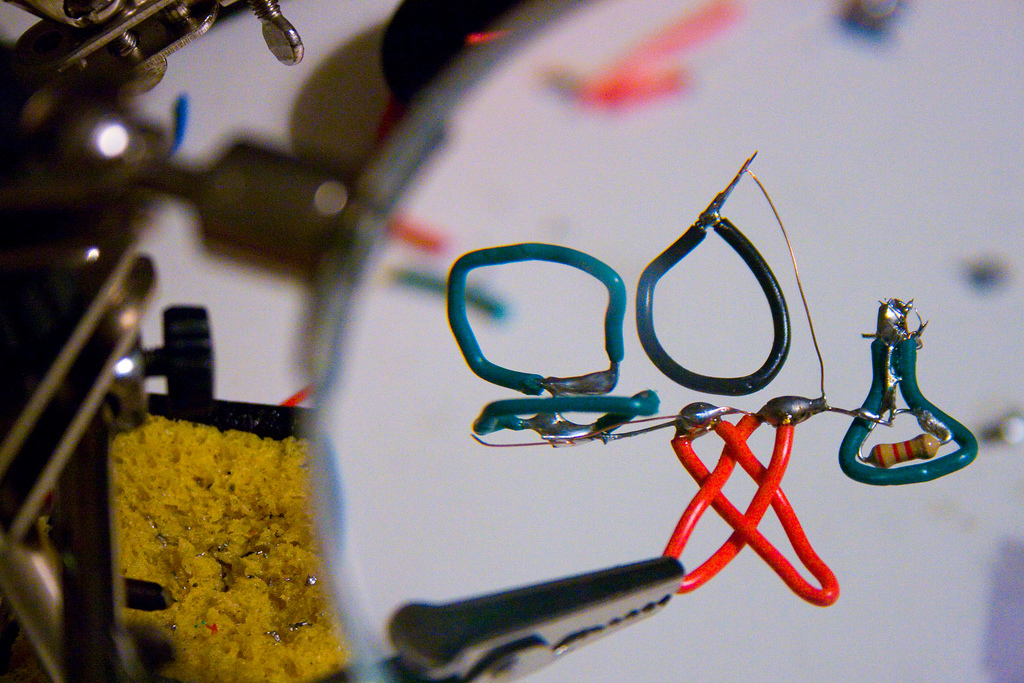
7. 기본 납땜 기술 (전자 부품)
납땜할 부품과 기판은 습윤성과 열전도를 위해 깨끗하게 유지해야 한다. 납땜 인두는 깨끗한 상태에서 땜납을 묻혀 사용하며, 열 전도도가 나쁜 팁은 과열될 수 있다. 부품은 PCB에 정확히 실장하고, 파손 방지를 위해 기판에서 1~2mm 띄운다. 땜납은 부품 핀과 기판 패드에만 접촉시키고 인두에 직접 대지 않는다. 땜납이 녹아 흐르면 공급을 중지하고, 인두는 잠시 더 대고 있다가 뗀다. 땜납이 식을 때까지 움직이지 않게 하고, 주변 공기로 자연 냉각시킨다. 잘된 땜납은 부드럽고 빛나며, 거울처럼 반사된다. 남은 융제는 알코올이나 유기 용매, 증류수 등으로 제거한다.[41]
전자 부품 납땜에는 융제 기반 로진과 60/40 주석/납 혼합 땜납이 주로 사용되며, 유럽 연합 환경법에서는 유해 물질 저감 추세에 따라 수성 융제 사용을 권장한다.
수동 납땜에는 납땜인두와 솔더 와이어가 사용된다. 솔더 와이어는 실 형태의 땜납으로, 플럭스를 포함한 심이 들어간 형태가 일반적이다. 초보자는 납땜 인두와 땜납을 접합부에 별도로 적용하는 것이 좋다. 충분한 땜납이 적용되면 땜납을 제거하고, 표면이 적절히 가열되면 땜납이 공작물 주위로 흐른 후 인두를 제거한다.
스루홀 부품은 과도한 리드를 잘라내고 패드 반지름 정도의 길이를 남긴다. 표면 실장 칩, 특히 볼 그리드 어레이(BGA)는 수동 재작업이 매우 어렵다.
수작업 납땜에 사용되는 도구는 다음과 같다.
| 도구 | 설명 |
|---|---|
| 납땜인두 | 납땜에 사용되는 열을 가하는 도구 |
| 솔더 와이어 | 실과 같은 모양의 납 |
| 납땜인두대 | 작업 중간에 납땜인두를 놓아두는 받침대 |
| 핀셋 | 소형 부품을 집는 용도 |
| 납땜 흡입기 또는 납땜 흡입선 | 납땜 실패 시 여분의 납이나 부품 제거 도구 |
| 니퍼 또는 납작펜치 | 단자 구부리기, 전선 절단/피복 제거 도구 |

8. 납땜 제거 및 재납땜
땜납은 재사용하면 안 된다. 납땜을 하면 땜납 물질 중 일부가 녹아버리기 때문이다. 기본 금속에 적합한 땜납이 한 번이라도 사용되면 혼합 공식이 변경되기 때문에, 더 이상 기본 금속의 결합에 적합하지 않게 된다.[41]
재납땜하기 이전에, 이음새의 땜납은 반드시 제거해야 한다. 납땜 제거용 심지나 납땜 흡입기를 사용할 수 있다. 납땜 제거용 심지는 다양한 융제를 포함하고 있기 때문에, 구리 배선에서 땜납을 흡수하면서 기판을 세척할 수 있다. 재납땜을 하는 패드는 반드시 깨끗한 상태를 유지해야 한다.[41]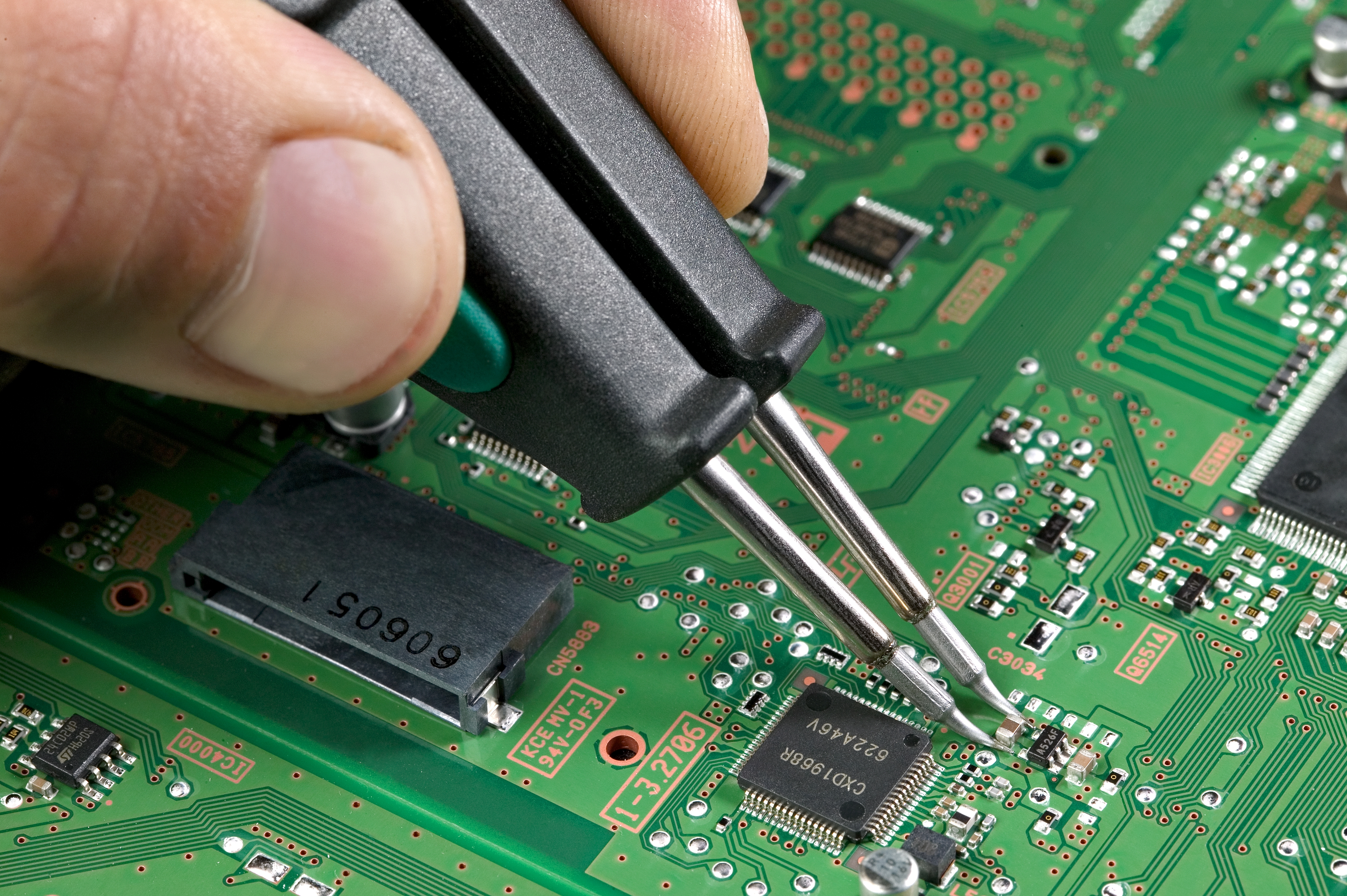
9. 무연 전자 납땜
최근 환경법은 전자산업에서 널리 사용되는 납을 제한하고 있다. RoHS는 2006년 7월부터 유럽에서 시행된 지침으로 의료장비 및 건강에 밀접한 전자제품에 무연 납 사용을 권고하고 있다.
납 사용의 제한으로 인해 전자산업은 다양한 기술적 난관에 직면하게 되었다.
일반적인 무연 땜납은 기존 땜납보다 녹는점이 높아, 열에 민감한 전자부품과 플라스틱 패키지를 손상시킨다. 이 문제를 극복하기 위해, 기존 무연 땜납보다 녹는점이 낮은 고밀도 은과 무연을 합금한 땜납이 개발되었다.
무연 납땜의 대상은 전자 부품, 핀, 커넥터로 확대되었다. 소자의 금속은 구리, 주석, 은, 금등 다른 금속을 사용하게 되었다. 주석은 가장 인기있는 무연 납땜 재료지만 주석 휘스커를 처리해야 하는 문제가 있다. 이러한 제한은 전자산업이 1960년대에 납 추가로 해결한 문제를 다시 가져오게 했다. JEDEC는 무연 전자제조사가 생산한 제품과 관련된 휘스커 문제에 대응하기 위해 어떤 조항을 선택해야 하는지 돕기 위한 분류체계를 만들었다.
무연 납땜은 납/주석 납땜보다 더 높은 납땜 온도를 요구한다. 주석(Sn)과 납(Pb)의 63/37 공융 납땜은 183°C에서 녹는다. 주석-은-구리(SAC) 무연 납땜은 217~에서 녹는다.
그럼에도 불구하고, 이러한 노력으로 많은 새로운 기술적 과제가 발생했다. 주석 기반 납땜 합금의 녹는점을 낮추기 위해, 구리, 은, 비스무트와 같은 첨가제를 사용하여 녹는점을 낮추고 다른 특성을 제어하는 다양한 새로운 합금을 연구해야 했다. 또한, 주석은 부식성이 더 강한 금속이며, 결국 납땜조의 고장으로 이어질 수 있다.[36]
무연 구조는 부품, 핀 및 커넥터로 확장되었다. 이러한 핀의 대부분은 구리 프레임을 사용하며, 납, 주석, 금 또는 기타 마감 처리를 했다. 주석 마감은 무연 마감 중 가장 인기가 있다. 그러나 이는 주석 수염을 어떻게 처리할 것인가에 대한 문제를 야기한다. 현재의 움직임은 전자 산업을 1960년대에 납을 추가하여 해결한 문제로 되돌리고 있다. JEDEC은 무연 전자 제조업체가 응용 분야에 따라 수염에 대비하여 어떤 조치를 취해야 할지 결정하는 데 도움이 되는 분류 시스템을 만들었다.
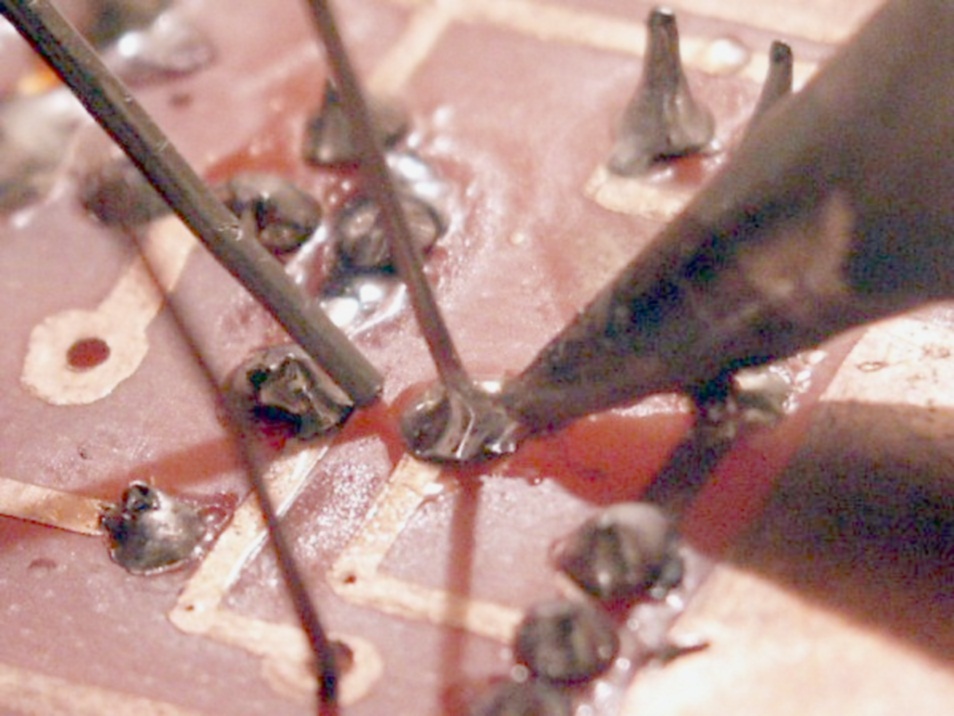
10. 납땜 결점
납땜 결점은 땜납 이음새가 정확하게 납땜되지 않은 상태를 말한다. 이러한 결점은 땜납 온도가 너무 낮을 때 많이 발생한다.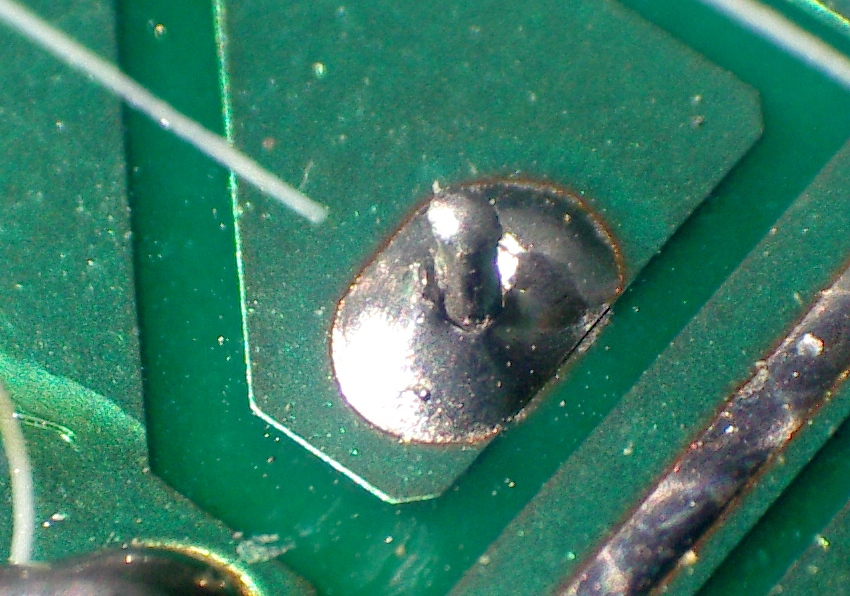
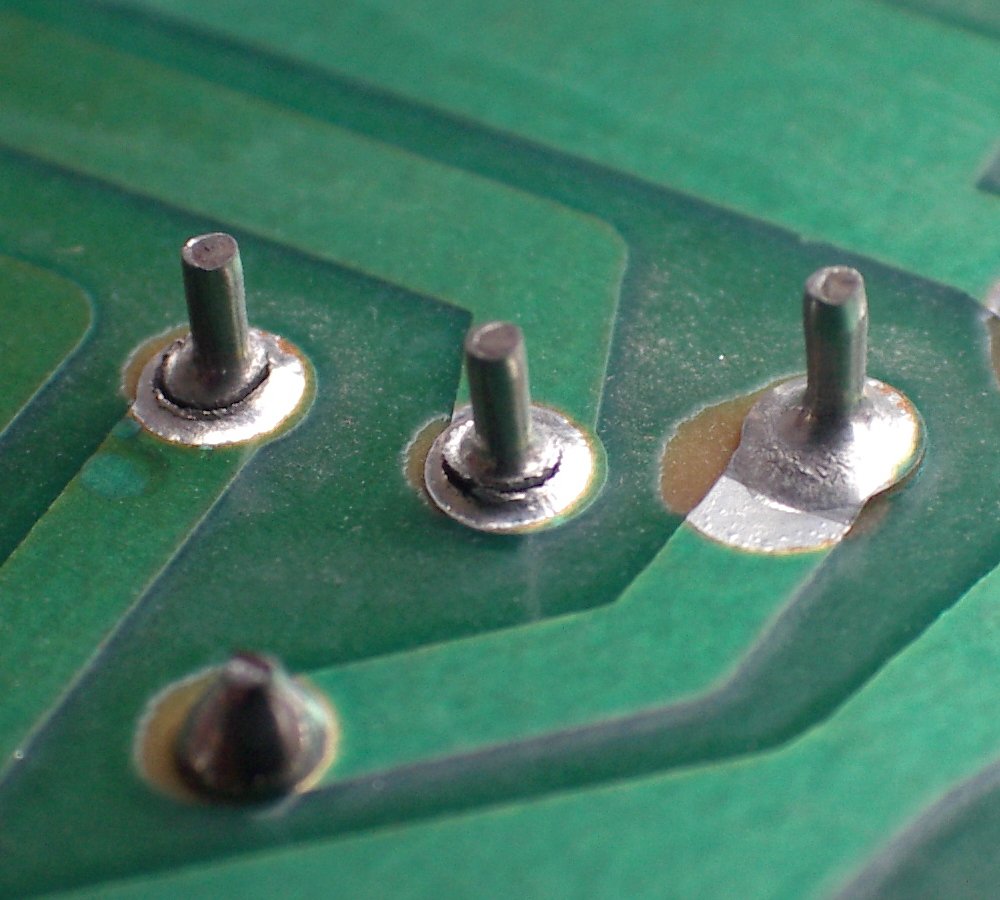
- '''냉납(Cold Solder Joint)''': 수동 납땜 시 가장 흔한 결함으로, 접합될 부품이 납의 액상선 온도 이상으로 가열되지 않아 발생한다. 땜납 인두로 부품 자체가 아닌 납을 직접 가열하면 주로 발생한다. 냉납 접합부는 전혀 전도되지 않거나 간헐적으로만 전도될 수 있으며, 대량 생산에서도 발생하여 장비 고장의 원인이 되기도 한다.[39]
- '''건조 접합(Dry Joint)''': 땜납이 식는 동안 움직여서 발생한다. 공융점 이외의 땜납 합금은 소성 범위가 작기 때문에, 땜납이 액상선과 고상선 온도를 모두 통과하여 식을 때까지 접합부를 움직이지 않아야 한다. 냉납은 기계적으로 약하고 전기적으로도 전도성이 좋지 않다.
- '''과열''': 너무 높은 온도의 도구를 사용하면 민감한 부품이 손상될 수 있다. 인쇄 회로 기판(PCB) 과열은 박리(delamination)로 이어질 수 있는데, 특히 쓰루홀 도금이 없는 단면 PCB의 경우 구리 도선이 기판에서 들뜨는 현상이 발생할 수 있다.
- '''기타 결함'''
- '''땜납 울퉁불퉁''': 땜납 인두 온도가 너무 높아 땜납이 산화되거나, 온도가 너무 낮아 접합이 제대로 되지 않아 땜납이 울퉁불퉁한 상태를 말한다.
- '''눈알''': 땜납의 양이 적거나, 랜드와 부품 다리에 고르게 가열되지 않아 기판의 동박 부분에만 땜납이 되는 경우를 말한다.
- '''브리지''': 땜납의 양이 너무 많거나, 인두 끝이 마모되어 두꺼워진 상태로 가열하여 주변의 랜드나 부품 다리도 함께 가열되거나, 가열 시간이 길어지면 발생하는 불량이다.
- '''튀김 납땜''': 접합 부분의 오염이나 랜드 표면이 산화된 상태, 플럭스 양이 적은 등의 이유로 땜납이 표면에만 부착되어 접합이 충분히 되지 않는 경우를 말한다.
- '''인색한 납땜''': 납땜 사용량을 줄이기 위해 납땜 용융조의 온도 설정을 높였기 때문에, 납땜의 도포량이 적어져 발생하는 문제이다.
11. 기타
전자 작업에서는 주로 플럭스 코어 솔더 와이어를 사용하지만, 플럭스 펜이나 주사기 형태의 도구로 추가 플럭스를 사용하기도 한다.
일부 플럭스는 차가울 때 안정적이고 비활성이 되도록 설계되어 세척이 불필요할 수 있지만, 미관상의 이유나 특수한 경우(의료 기기, 군사 및 항공 우주 분야, 위성)에는 접합부 검사를 용이하게 하거나 무게를 줄이기 위해 세척하기도 한다. 고습 환경에서는 비부식성 플럭스도 약간 활성화될 수 있어 장기 부식 방지를 위해 제거하기도 한다.
부식성 플럭스는 납땜 후 잔류물이 접합부나 인쇄 회로 기판(PCB)을 부식시킬 수 있으므로 반드시 제거해야 한다. 물, 알코올, 아세톤 등 플럭스와 부품에 맞는 용매를 면봉이나 솔로 닦아낸다.
PCB와 솔더 접합부를 환경으로부터 보호하기 위해 래커 등의 보호 재료를 코팅하기도 한다.
11. 1. 스테인드글라스 납땜
스테인드글라스 제작에는 여러 가지 방법이 있는데, 금속 부분에 구리(銅) 테이프(카퍼 테이프, 코퍼 테이프)를 사용하는 방법이나 납(鉛)으로 만들고 단면이 H자 모양인 캐임을 사용하는 방법이 있다. 구리 테이프 방식이든 케임 방식이든 중간에 반드시 납땜 공정이 들어간다.[39]구리 테이프 방식의 스테인드글라스는 다음 단계에서 납땜이 이루어진다.
- 도안 만들기 → 유리 자르기 → 유리 주위를 구리 테이프로 감싸기 → 구리와 구리의 납땜 → "블랙 파티나"라는 약품으로 납땜 부분을 검게 변색시키기
케임 방식의 스테인드글라스는 다음 단계에서 납땜이 이루어진다(공방마다 순서는 약간 다르다).
- 도안 만들기 → 유리 자르기 → 유리와 유리를 케임으로 연결하여 면을 조립하기 → 조립이 끝난 부분의 케임을 납땜하기 → 케임과 유리 사이의 틈을 퍼티로 채우기 → 케임 부분을 황산구리로 변색시키기 → 보강재 부착 및 납땜
스테인드글라스 납땜에 사용되는 도구와 재료는 납땜 인두, 납봉(납선), 액상 플럭스, 플럭스용 붓, 페이스트 플럭스, 핀셋, 안전 안경이 사용된다. 납땜 인두는 스테인드글라스용으로 일반적으로 80W~100W 정도의 것이 사용된다. 구리 테이프 방식의 경우 80W 정도, 케임 방식의 경우 100W 정도이다. 열량을 조절하는 가변 조절기가 사용되는 경우도 있다. 스테인드글라스에 사용되는 납봉은 직경 3mm x 길이 40cm 정도의 주석(錫)과 납(鉛)의 비율이 6:4인 합금이 일반적이며, "스테인드글라스용" 등으로 표기되어 있다.
역사적으로 스테인드글라스 납땜에는 숯을 태우는 화로에 넣어 가열하는 구리 팁이 사용되었다. 여러 개의 팁을 사용했는데, 하나의 팁이 사용으로 식으면 숯 화로에 다시 넣고 다음 팁을 사용했다.
최근에는 전기로 가열되는 납땜 인두가 사용된다. 이것은 인두 팁 내부의 코일 또는 세라믹 발열체에 의해 가열된다. 다양한 전력 등급이 있으며 온도를 전자적으로 제어할 수 있다.
스테인드글라스 납땜의 인두는 와트 수가 크고, 납이 튀는 일이 잦으므로 눈 보호를 위해 안전 안경을 착용하는 것이 좋다.

11. 2. 파이프/기계 납땜
구리 파이프 또는 '튜브'는 일반적으로 납땜으로 연결된다. 미국 배관 공사 환경에서 적용될 때, 납땜은 ''납땜(sweating)''이라고 하며, 이렇게 만들어진 튜브 연결은 ''납땜 접합부(sweated joint)''라고 한다.
구리 튜브는 일반적인 수동 납땜 인두 또는 건이 제공할 수 있는 것보다 열을 훨씬 더 빠르게 전달하므로, 필요한 열량을 제공하기 위해 프로판 토치가 가장 일반적으로 사용된다. 큰 튜브 크기와 피팅의 경우 MAPP 연료, 아세틸렌 연료 또는 프로필렌 연료 토치가 산화제로 대기 중 공기를 사용하여 사용된다. 과도한 열은 단단한 구리 튜브의 템퍼를 파괴하고, 납땜이 추가되기 전에 접합부에서 플럭스를 태울 수 있으며, 결함이 있는 접합부를 초래한다. 더 큰 튜브 크기의 경우, 필요한 가열 성능을 제공하기 위해 다양한 크기의 교체 가능한 ''소용돌이 팁(swirl tips)''이 장착된 토치가 사용된다. 숙련된 숙련공의 손에서는 아세틸렌, MAPP 또는 프로필렌의 더 뜨거운 불꽃을 통해 구리 템퍼링에 손상을 주지 않고 시간당 더 많은 접합부를 완성할 수 있다.
8mm에서 22mm 크기의 구리 파이프에 있는 접합부를 납땜하기 위해 전기 도구를 사용할 수 있다. 예를 들어, 좁은 공간에서, 개방된 불꽃이 위험할 때 또는 DIY 사용자가 사용하는 데 권장된다. 펜치와 같은 도구는 파이프를 완전히 감싸는 가열된 피팅된 턱을 사용하여 접합부를 10초 만에 용융할 수 있다.[32]
'모세관 피팅'으로도 알려진 납땜 피팅은 일반적으로 구리 접합부에 사용된다. 이러한 피팅은 짝짓는 튜브의 바깥쪽에 미끄러지도록 설계된 매끄러운 파이프의 짧은 부분이다. 일반적으로 사용되는 피팅에는 직선 커넥터, 리듀서, 벤드 및 티가 있다. 납땜 피팅에는 납땜이 없는 '엔드 피드 피팅'과 피팅 내부의 작은 원형 홈에 납땜 고리가 있는 '납땜 링 피팅'(요크셔 피팅이라고도 함)의 두 가지 유형이 있다.
모든 납땜 접합부와 마찬가지로 연결할 모든 부분은 깨끗하고 산화물이 없어야 한다. 일반적인 파이프 및 피팅 크기에 대해 내부 및 외부 와이어 브러시를 사용할 수 있다. 에메리 천과 철사 울도 자주 사용되지만, 금속 울 제품은 오일이 포함되어 접합부를 오염시킬 수 있으므로 권장하지 않는다.
관련 부품의 크기와 불꽃의 높은 활동성 및 오염 경향으로 인해 배관 플럭스는 일반적으로 전자 플럭스보다 화학적으로 훨씬 더 활동적이며 종종 더 산성이다. 배관 접합부는 거꾸로도 가능하므로, 배관 플럭스는 일반적으로 액체보다 제자리에 더 잘 유지되는 페이스트로 제형화된다. 플럭스는 안쪽과 바깥쪽의 접합부의 모든 표면에 바른다. 플럭스 잔류물은 접합부가 완료된 후 제거하여 접합부의 부식 및 고장을 방지한다.
작업의 특정 요구 사항에 따라 더 높거나 더 낮은 융점과 같은 다양한 특성을 가진 많은 배관 납땜 제형을 사용할 수 있다. 건축 법규는 현재 거의 보편적으로 식수 배관에 무연 납땜을 사용해야 하며(플럭스도 식수 용도로 승인되어야 함) 전통적인 주석-납 납땜도 여전히 사용할 수 있다. 연구에 따르면 납땜된 배관은 식수에서 납 수치가 높아질 수 있다.[33][34]
구리 파이프는 접합부에서 열을 빠르게 전달하므로, 접합부가 적절히 가열되어 양호한 결합을 얻는지 확인하기 위해 세심한 주의를 기울여야 한다. 접합부를 적절히 청소하고 플럭스를 바르고 장착한 후, 토치 불꽃을 접합부의 가장 두꺼운 부분(일반적으로 내부에 파이프가 있는 피팅)에 적용하고 튜브와 피팅 사이의 틈에 납땜을 적용한다. 모든 부품이 가열되면 납땜이 녹아 모세관 작용에 의해 접합부로 흘러 들어간다. 모든 영역이 적셔지도록 토치를 접합부 주위로 움직여야 할 수 있다. 그러나 설치자는 납땜되는 영역을 과열하지 않도록 주의해야 한다. 튜브가 변색되기 시작하면 튜브가 과열되어 산화되기 시작하여 납땜의 흐름을 멈추고 납땜 접합부가 제대로 밀봉되지 않음을 의미한다. 산화되기 전에 용융된 납땜은 토치의 열을 따라 접합부 주위를 따라간다. 접합부가 적절히 적셔지면 납땜과 열을 제거하고 접합부가 매우 뜨거운 동안 일반적으로 마른 걸레로 닦는다. 이렇게 하면 과도한 납땜과 플럭스 잔류물을 식기 전에 제거할 수 있다. 납땜 링 접합부의 경우, 피팅 가장자리 주위에 용융된 납땜 고리가 보일 때까지 접합부를 가열하고 식힌다.
구리 튜브를 연결하는 세 가지 방법 중 납땜 연결은 가장 많은 기술이 필요하지만, 몇 가지 기본 조건이 충족되면 구리 납땜은 매우 안정적인 공정이다.
- 튜브와 피팅은 광택이 없는 베어 메탈로 청소해야 한다.
- 튜브 가열로 형성되는 압력은 출구가 있어야 한다.
- 접합부는 건조해야 한다(수도관을 수리할 때 어려울 수 있음).
구리는 이러한 방식으로 연결되는 유일한 재료가 아니다. 황동 피팅은 종종 밸브에 사용되거나 구리와 다른 금속 사이의 연결 피팅으로 사용된다. 황동 악기와 일부 목관 악기(색소폰과 플루트)를 제작할 때 이러한 방식으로 황동 배관을 납땜한다.
11. 3. 능동 납땜
플럭스 없이 납땜인두, 초음파 납땜인두 또는 특수 납땜 용탕과 활성 원소 (티타늄, 지르코늄, 크롬 등)를 포함하는 활성 땜납을 이용한 납땜 방식이다.[29] 활성 원소는 기계적 활성화로 인해, 일반적으로 사전 금속화 없이는 납땜하기 어려운 재료 표면과 반응한다. 활성 땜납은 산소에 대한 친화력이 더 높은 희토류 원소(세륨, 란타넘)를 첨가하여 활성 원소의 과도한 산화를 방지할 수 있다. 갈륨은 습윤 촉진제로 사용되는 일반적인 첨가제이다. 활성 납땜에 필요한 기계적 활성화는 스테인리스 와이어 브러시나 강철 주걱을 사용한 브러싱 또는 초음파 진동(20~60kHz)으로 수행할 수 있다. 활성 납땜은 450°C 미만의 온도 또는 보호 분위기 사용으로 세라믹,[29] 알루미늄, 티타늄, 실리콘,[30] 흑연 및 탄소 나노튜브 기반 구조[31]를 효과적으로 접합하는 것으로 나타났다.참조
[1]
서적
Materials Handbook
https://archive.org/[...]
McGraw Hill
[2]
웹사이트
A History of Welding
http://www.weldinghi[...]
2018-05-02
[3]
서적
Zinky Boys: Soviet Voices from the Afghanistan War
W W Norton
[4]
웹사이트
Lead Free Solders
http://hybridmetals.[...]
2021-11-23
[5]
웹사이트
Brazing versus Soldering
http://www.tinmantec[...]
2018-05-02
[6]
웹사이트
Products
http://www.kappalloy[...]
Kapp Alloy & Wire, Inc
2013-03-05
[7]
간행물
Standard Welding Terms and Definitions Including Terms for Adhesive Bonding, Brazing, Soldering, Thermal Cutting, and Thermal Spraying
American Welding Society
[8]
웹사이트
Indium Corporation Global Solder Supplier Electronics Assembly Materials
http://www.indium.co[...]
2018-05-02
[9]
서적
The Basics of Soldering
John Wiley & Sons
[10]
웹사이트
When Brazing Beats Welding
https://www.machined[...]
Machine Design
2020-09-02
[11]
논문
Properties of gold-nickel alloy brazed joints in high temperature materials
https://link.springe[...]
[12]
웹사이트
Alumaloy
http://www.alumaloy.[...]
2009-04-03
[13]
웹사이트
Alumiweld FAQ
http://www.alumiweld[...]
2009-04-03
[14]
웹사이트
MIL-R-4208
http://www.tpub.com/[...]
2009-04-03
[15]
웹사이트
Aladdin 3-in-1
http://www.aladdin3i[...]
2009-04-03
[16]
웹사이트
HTS-2000
http://www.aluminumr[...]
2009-03-09
[17]
웹사이트
Flux and epoxy products made by Indium Corporation
http://www.indium.co[...]
2018-05-02
[18]
웹사이트
An Investigation of the Chemistry of Citric Acid in Military Soldering Applications
https://apps.dtic.mi[...]
1995-06-19
[19]
문서
IPC-A-610 revision E section 10.6.4
[20]
웹사이트
Soldering Training Equipment - Tooling U-SME
http://www.toolingu.[...]
2018-05-02
[21]
웹사이트
Laser Solutions for Soldering
http://www.coherent.[...]
[22]
웹사이트
SWE Women - Jenniches
http://societyofwome[...]
Society of Women Engineers
2014-05-20
[23]
웹사이트
Laser Soldering
http://www.ma-info.d[...]
[24]
논문
Large area photonic flash soldering of thin chips on flex foils for flexible electronic systems: In situ temperature measurements and thermal modelling
http://dx.doi.org/10[...]
2014-11-01
[25]
논문
10-2: Study of an Ultra-fast Photonic Soldering Technology without Thermal Damage in Display Module Package
https://onlinelibrar[...]
2021-05-01
[26]
논문
40.1: Invited Paper: Use of flash lamps to achieve non-equilibrium soldering and assembly using conventional solder alloys
https://onlinelibrar[...]
2021-02-01
[27]
웹사이트
NovaBrite RGB Full Color High Power LED Application Note
http://www.vincenc.c[...]
[28]
웹사이트
Why Resistance Soldering Instead of Conductive Soldering?
https://stellartechn[...]
Stellar Technical Products
2022-05-02
[29]
논문
Study of Active Soldering of Al2O3 Sputtering Targets on Copper Substrates
http://www.iaeng.org[...]
2012-07-01
[30]
논문
2010 11th International Conference on Electronic Packaging Technology & High Density Packaging
2010-09-01
[31]
논문
Soldering of carbon materials using transition metal rich alloys
2015-08-01
[32]
웹사이트
Pipemaster Soldering Tool
http://smartplumbing[...]
Smart Contractor Products
2014-05-20
[33]
웹사이트
Fluxes and solders
http://www.plumbingp[...]
2009-09-16
[34]
웹사이트
Lead Poisoning - Ask Dr Sears
http://www.askdrsear[...]
2018-05-02
[35]
웹사이트
Unitek Eapro: Electronic Assembly Products
http://www.unitekeap[...]
[36]
웹사이트
FACT AND FICTION IN LEAD FREE SOLDERING
http://www.dklmetals[...]
2011-03-11
[37]
웹사이트
The Hazards of Solder Fumes - Sentry Air Systems
http://www.sentryair[...]
2018-05-02
[38]
문서
広辞苑第六版「半田づけ」
[39]
간행물
モデラーの基礎知識 やさしいハンダ付け<3>
機芸出版社
1994-08
[40]
간행물
モデラーの基礎知識 やさしいハンダ付け<1>
機芸出版社
1994-06
[41]
서적
電子工作・電子機器修理が、うまくなる はんだ付けの職人技
株式会社技術評論社
2013-12-10
[42]
서적
電子工作の素
技術評論社
2007
[43]
간행물
モデラーの基礎知識 やさしいハンダ付け<2>
機芸出版社
1994-07
[44]
서적
The Basics of Soldering
https://archive.org/[...]
John Wiley & Sons
1993
[45]
서적
Materials Handbook
McGraw Hill
1996
본 사이트는 AI가 위키백과와 뉴스 기사,정부 간행물,학술 논문등을 바탕으로 정보를 가공하여 제공하는 백과사전형 서비스입니다.
모든 문서는 AI에 의해 자동 생성되며, CC BY-SA 4.0 라이선스에 따라 이용할 수 있습니다.
하지만, 위키백과나 뉴스 기사 자체에 오류, 부정확한 정보, 또는 가짜 뉴스가 포함될 수 있으며, AI는 이러한 내용을 완벽하게 걸러내지 못할 수 있습니다.
따라서 제공되는 정보에 일부 오류나 편향이 있을 수 있으므로, 중요한 정보는 반드시 다른 출처를 통해 교차 검증하시기 바랍니다.
문의하기 : help@durumis.com