금속가공
"오늘의AI위키"의 AI를 통해 더욱 풍부하고 폭넓은 지식 경험을 누리세요.
1. 개요
금속가공은 금속을 원하는 형태로 만드는 일련의 기술과 공정이다. 인류 역사와 함께 발전해왔으며, 장식품, 무기, 도구 제작에 사용되었다. 금속가공은 주조, 성형, 절삭, 접합 등의 공정으로 나뉘며, 열처리, 도금과 같은 관련 기술도 포함한다. 한국은 전통적으로 금속 가공 기술이 발달한 국가이며, 숙련된 기술자 양성을 위한 정책이 중요하다.

더 읽어볼만한 페이지
- 금속가공 - 소결
소결은 분말 재료를 녹는점 이하의 고온에서 가열하여 입자들을 결합시켜 고체 덩어리로 만드는 공정으로, 세라믹스 제조 및 분말 야금에 활용되며 재료의 특성을 향상시킨다. - 금속가공 - 알루미늄박
알루미늄박은 0.2mm 미만의 얇은 알루미늄 시트로서 식품 포장, 조리, 건축, 전기·전자 부품 등 다양한 분야에 사용되며 재활용이 가능하지만 가격 담합 및 환경 문제에 대한 논란이 있다. - 화학공학 - 석유화학
석유화학은 석유나 천연가스를 원료로 합성수지, 합성섬유 원료, 합성고무 등을 생산하는 산업으로, 석유 자원 고갈 및 환경 문제에 따라 대체 연료 및 원료 개발과 탄소 중립 정책에 따른 지속 가능한 발전 노력이 요구된다. - 화학공학 - 석영유리
석영유리는 고순도 실리카를 고온에서 용융하여 제조된 비결정질 유리로, 뛰어난 내열성, 내화학성, 높은 광투과율 등의 특성으로 광섬유, 반도체, 광학 기기 등 첨단 산업 분야에서 핵심 소재로 사용되지만 불화수소에 취약하고 고가인 단점이 있다.
2. 역사
이집트의 파라오 시대, 인도의 베다 왕 시대, 이스라엘 부족, 북아메리카의 마야 문명 등 고대 사회에서 귀금속은 가치를 인정받기 시작했다. 이들 문명에서는 소유, 분배, 무역에 대한 규칙이 만들어지고 시행되었다. 이 시대에 금속 가공 기술자들은 장식품, 종교 유물, 귀금속(비철금속)으로 된 무역 도구, 그리고 철 기반의 금속 및/또는 합금으로 된 무기를 만드는 데 매우 능숙했다. 이러한 기술은 장인, 대장장이, 연금술사 등 다양한 금속 가공 기술자들에 의해 사용되었다. 세공 기술은 사람들이 이 기술을 공유하기 위해 멀리 떨어진 지역으로 여행하기 전부터 수많은 고대 문화에서 사용되었으며, 오늘날에도 금속 세공인들은 이 기술과 다른 많은 고대 기술들을 여전히 사용하고 있다.
시간이 지남에 따라 금속 제품은 더욱 흔해졌고, 더욱 복잡해졌다. 금속을 더 획득하고 가공해야 할 필요성이 중요해졌다. 금속 광석을 땅에서 추출하는 기술이 발전하기 시작했고, 금속 세공인들의 지식도 늘어났다. 금속 세공은 사회의 중요한 구성원이 되었다. 전체 문명의 운명과 경제는 금속과 금속 세공의 가용성에 큰 영향을 받았다. 금속 가공 기술자는 보석을 만들고, 더 효율적인 전자 제품을 만들고, 건설에서 컨테이너, 철도, 항공 운송에 이르기까지 산업 및 기술 분야에 적용하기 위해 귀금속 추출에 의존한다. 금속이 없다면 오늘날 우리가 아는 규모로 상품과 서비스가 전 세계로 이동하는 것은 불가능할 것이다.

2. 1. 선사 시대
기원전 8,700년경 이라크 북부에서 구리 펜던트가 발견되었는데, 이는 구리 채굴 및 가공에 대한 가장 오래된 고고학적 증거이다.[25] 아메리카에서 금속 가공의 가장 오래된 증거는 미시간호 근처 위스콘신주에서 발견된 구리 가공품으로, 기원전 4,000년~5,000년경으로 거슬러 올라간다.[26] 이 구리는 부서지기 쉬워질 때까지 망치로 두드린 후 가열하여 추가 가공을 했다.불가리아 바르나 네크로폴리스에서는 기원전 4,450년경의 금 공예품이 발견되었는데, 이는 세계에서 가장 오래된 금 공예품이다.
아이작 아시모프는 금이 자연에서 순금 덩어리로 발견되기 때문에 "첫 번째 금속"이었을 것이라고 추측했다.[27] 금은 희귀하지만 자연에서 자생 금속으로 발견되는 경우가 있으며, 일부 금속들은 운석에서도 발견될 수 있다. 거의 모든 다른 금속들은 광석에서 발견되는데, 금속을 분리하려면 열이나 다른 과정이 필요하다. 금은 발견 즉시 사용할 수 있으며, 돌망치와 모루 이상의 기술이 필요하지 않다는 특징이 있다. 이는 금의 가단성과 연성 덕분이다.
어느 시점엔가 열을 이용해 암석에서 금속을 방출하는 과정이 알려졌고, 구리, 주석, 납이 풍부한 암석들이 채굴되기 시작했다. 이러한 고대 광산의 잔해는 서남아시아 전역에서 발견되었다.[28] 남아시아 메르가르에서는 기원전 7,000년에서 3,300년 사이에 금속 가공이 수행되었다.[29] 기원전 6,000년경에는 서남아시아에서 구리 제련이 보편화되면서 금속 가공이 본격적으로 시작되었다.
2. 2. 고대
고대 문명은 금, 은, 구리, 납, 주석, 철, 수은의 7가지 금속을 알고 활용했다. 이 금속들은 산화 환원 전위에 따라 광석에서 추출하는 난이도가 결정되었다. 금은 산화 환원 전위가 -1.50V로 매우 낮아 자연 상태에서 순수한 덩어리 형태로 발견되는 경우가 많았다. 반면 철은 +0.44V로 상대적으로 높아 추출하기 어려웠다.[4]아이작 아시모프는 금이 "최초의 금속"이라고 추측했다.[4] 이는 금이 화학적 작용에 의해 자연에서 순금 덩어리로 발견되기 때문이다. 금은 희귀하지만 자연에서 토종 금속으로 발견되는 경우가 있으며, 운석에서도 발견될 수 있다. 다른 금속들은 광물이 함유된 암석인 광석에서 발견되는데, 금속을 분리하려면 열이나 다른 과정이 필요하다. 금은 발견 즉시 사용할 수 있었고, 돌망치와 모루 이상의 기술이 필요하지 않았다. 이는 금의 가단성과 연성 덕분이었다.


고대 이집트의 파라오, 인도의 베다 왕, 이스라엘 부족, 북아메리카의 마야 문명 등에서 귀금속은 가치를 인정받았다. 이들 문명에서는 소유권, 분배, 무역에 대한 규칙이 만들어지고 시행되었다. 금속 가공 장인들은 장식품, 종교 유물, 귀금속(비철)의 무역 도구, 철금속 및 합금으로 된 무기 등을 제작했다.[5] 이 기술들은 장인, 대장장이, 연금술사 등에 의해 실행되었으며, 여러 고대 문화에서 사용되었다.
시간이 흐르면서 금속 물체는 점점 더 보편화되고 복잡해졌다. 금속 광석 채취 기술이 발전하면서 금속 세공인들은 사회의 중요한 구성원이 되었다. 문명의 운명과 경제는 금속과 금속 세공의 가용성에 크게 영향을 받았다. 금속공은 귀금속 추출에 의존하여 보석류를 만들고, 효율적인 전자제품을 제작하며, 산업 및 기술 분야에 종사했다.
2. 3. 청동기 시대와 철기 시대
구리는 장식품 및 간단한 도구를 만드는 데 사용되었으나, 그 자체로는 칼날과 같이 높은 강도를 요구하는 도구에는 적합하지 않았다. 어느 시점에서 구리에 주석을 첨가하여 청동을 만드는 기술이 개발되었다. 청동은 구리와 주석의 합금으로, 순수한 구리보다 단단하여 칼날 등으로 가공할 수 있는 중요한 이점이 있었다. 철이 등장하기 전까지 청동은 도구와 무기에 사용되는 가장 발전된 금속이었다. (청동기 시대 참조)중국과 영국에서는 구리 사용 기간이 매우 짧았고, 곧바로 청동기 시대로 진입했다. 일본에서는 청동과 철을 거의 동시에 사용하기 시작했다. 아메리카 대륙의 경우, 금속은 알려져 있었지만 도구나 무기로 사용된 것은 유럽인의 도래 이후였다. 그 전까지 아메리카 대륙에서 금속은 주로 장식품이나 예술품에 활용되었다.
기원전 2700년경, 금속 제련, 가열, 가공 기술이 발달하면서 원료를 구할 수 있는 지역에서는 청동 생산이 보편화되었다. 이후 철 제련이 시작되면서, 철은 도구와 무기의 주요 재료로 사용되기 시작했고, 철기 시대가 도래했다.
2. 4. 현대
시간이 지남에 따라 금속 제품은 더욱 흔해졌고, 더욱 복잡해졌다. 금속을 더 획득하고 가공해야 할 필요성이 중요해졌다. 금속 광석을 땅에서 추출하는 기술이 발전하기 시작했고, 금속 세공인들의 지식도 늘어났다. 금속 세공은 사회의 중요한 구성원이 되었다. 전체 문명의 운명과 경제는 금속과 금속 세공인의 존재에 큰 영향을 받았다. 금속 가공 기술자는 보석을 만들고, 더 효율적인 전자 제품을 만들고, 건설에서 컨테이너, 철도, 항공 운송에 이르기까지 산업 및 기술 분야에 적용하기 위해 귀금속 추출에 의존한다. 금속이 없다면 오늘날 우리가 아는 규모로 상품과 서비스가 전 세계로 이동하는 것은 불가능할 것이다.3. 일반적인 가공 공정
금속 가공은 크게 성형, 절삭, 접합의 세 가지로 분류되며, 대부분의 금속 절단은 고속도강 공구 또는 초경 공구를 사용하여 이루어진다.[7]
3. 1. 준비


'''마킹 아웃'''(레이아웃이라고도 함)은 설계도 또는 패턴을 공작물에 옮기는 과정으로, 금속 가공 수공예의 첫 단계이다.[7] 금속 가공에서 마킹 아웃은 엔지니어의 기술 도면 계획을 기계 가공이나 제조를 위해 공작물에 옮기는 것을 의미한다.
'''캘리퍼'''는 두 점 사이의 거리를 정밀하게 측정하는 도구이다. 대부분의 캘리퍼는 안쪽 지름이나 바깥쪽 지름을 측정하기 위해 평행한 두 쌍의 면을 가지고 있다. 캘리퍼는 25.4μm 이내의 정확도로 측정할 수 있다. 측정값을 표시하는 방식은 캘리퍼마다 다르다. 큰 물체를 덜 정밀하게 측정할 때는 줄자를 사용하기도 한다.
3. 2. 주조 (Casting)
주조는 용융 금속을 주형에 부어 넣고 기계적인 힘 없이 냉각시켜 특정 형태를 얻는 공정이다.
주조에는 다음과 같은 방식들이 있다.
- 정밀 주조 (예술 분야에서는 로스트 왁스 주조라고 함)
- 원심 주조
- 다이캐스팅
- 사형 주조
- 쉘 주조
- 스핀 주조
3. 3. 성형 (Forming)
'''성형'''(Forming)은 재료를 제거하지 않고 기계적 힘이나 열을 이용하여 금속 또는 공작물을 변형시키는 공정이다. 과거에는 대장장이가 이 작업을 주로 담당했지만, 현대에는 프레스 직공, 용접공 등 세분화된 명칭으로 불린다.성형 가공은 열이나 압력, 기계력 등을 사용하여 금속 재료의 일부를 제거하지 않고 변형시키는 공정으로, 다른 가공법에 비해 생산성이 높다. 사용되는 금형이나 공구는 금속 간의 충격이나 고온에 노출되므로, 대부분 강철 재료의 일종인 견고한 공구강으로 만들어진다.
소성 가공은 열이나 압력을 사용하여 금속 재료를 소성 변형시켜 성형하는 것을 말하며, 이는 역사적으로 대장장이가 하던 일에 해당한다.
3. 3. 1. 벌크 성형 (Bulk forming)
일반적으로 공작물을 가열하여 수행한다. 소성 가공은 열이나 압력을 사용하여 금속 재료를 변형시켜 모양을 만드는 가공법이다. 역사적으로 대장장이가 하던 일이지만, 오늘날에는 산업화되었다.- 냉간 사이징
- 압출 성형
- 단조
- 분말 야금
- 전성
- 열간 금속 가스 성형[22]
3. 3. 2. 판재 및 튜브 성형 (Sheet and tube forming)
이러한 유형의 성형 공정은 주로 상온에서 기계적 힘을 가하는 것을 포함한다. 그러나 최근 개발된 일부 공정은 금형 및/또는 부품의 가열을 포함하기도 한다. 자동화된 금속 가공 기술의 발전으로 프로그레시브 다이 스탬핑이 가능해졌으며, 이는 펀칭, 코이닝, 굽힘 및 기타 여러 가지 방법을 포함하여 금속을 저렴한 비용으로 수정하면서 스크랩 발생을 줄일 수 있는 방법이다.[9]
- 굽힘
- 코이닝
- 디캠버링
- 딥 드로잉
- 폴드포밍[10]
- 하이드로포밍(HF)
- 열간 금속 가스 성형
- 핫 프레스 경화[11]
- 점증 성형(IF)
- 스피닝, 전단 성형 또는 플로우포밍
- 플래니싱
- 레이징
- 롤 성형
- 롤 벤딩
- 레푸세와 체이싱
- 러버 패드 성형
- 전단
- 스탬핑
- 초소성 성형(SPF)
- 잉글리시 휠 (휠링 머신)을 사용한 휠링
3. 4. 절삭 (Cutting)
금속 가공은 크게 '''성형''', '''절삭''', '''접합'''의 세 가지로 분류되며, 대부분의 금속 절삭은 고속도강 공구 또는 초경 공구로 수행된다.[7]
금속 가공 전, 원하는 완제품에 따라 금속을 표시하거나 측정해야 한다. 마킹 아웃은 설계도 또는 패턴을 공작물로 전송하는 과정으로, 금속 가공의 첫 번째 단계이다. 많은 산업에서는 반복 작업으로 인해 모든 개별 부품을 표시할 필요가 없지만, 금속 가공에서는 엔지니어의 기술 도면 계획을 다음 단계인 기계 가공 또는 제조를 위해 공작물에 전송하는 중요한 과정이다.
캘리퍼는 두 점 사이의 거리를 정밀하게 측정하도록 설계된 수공구이다. 대부분의 캘리퍼는 내경 또는 외경 측정을 위해 사용되는 평행한 평면의 두 세트를 가지고 있으며, 0.0254mm 이내의 정확도를 가질 수 있다. 더 큰 물체를 덜 정밀하게 측정해야 하는 경우, 줄자가 자주 사용된다.
절삭은 과도한 재료를 제거하여 지정된 형상의 완제품을 만드는 공정이다. 절삭의 결과는 폐기물(과도한 재료)과 완제품이다. 금속 절삭 시 폐기물은 칩 또는 스와프와 과도한 금속이다.
3. 4. 1. 칩 생성 공정 (가공)

절삭 가공은 금속 재료에서 불필요한 부분을 제거하여 최종 제품 형태에 가깝게 만드는 여러 공정들을 말한다. 절삭 가공을 통해 최종 금속 부품이나 제품과 함께 금속 찌꺼기가 생성되는데, 이는 목공에서 톱밥이나 나무 조각이 생기는 것과 유사하며, 금속 절삭 가공에서는 깎인 찌꺼기와 절단된 금속 조각이 발생한다.
절삭 가공의 대부분은 깎인 찌꺼기를 생성하는 기계 가공으로 분류된다. 수소 가스 토치 등을 사용한 용접 기술로 금속을 절단하는 용단 가공도 있지만, 이는 기계 가공에 포함되지 않는다. 그 외에도 몇 가지 특수한 화학적 절삭 가공이 존재한다.
금속에 구멍을 뚫는 것은 깎인 찌꺼기를 생성하는 가공 공정의 한 예시이다. 가스 용접 토치를 사용하여 강판을 용단하는 것은 용단 가공의 예시이다. 화학적 절삭 가공은 화학 약품을 사용하여 마스킹과 에칭을 수행하는 기술을 포함한다.
금속 절단 기술에는 다음과 같은 것들이 있다.
- 인력 기술: 톱, 끌, 전단 가위
- 기계 가공: 선반, 밀링 머신, 드릴, 그라인더, 절단기
- 용단 가공: 레이저 절단, 가스 용접 토치 절단, 플라즈마 절단
- 침식 가공: 워터 제트, 방전 가공, 에칭
절삭 시에는 날끝이나 절단면에 상당한 마찰열이 발생하므로 절삭유나 냉각재가 필수적이다. 냉각재는 일반적으로 절삭 대상이나 도구 표면에 분사하여 온도를 낮추고 도구의 과도한 마모를 방지한다. 냉각 방식에는 다양한 방법이 있다.

기계 가공은 금속 등의 소재에서 불필요한 부분을 제거하여 복잡한 형상을 만드는 가공 기술이다. 일반적으로 프라이스 등의 공구와 작업대로 구성된 프라이스반이라는 공작 기계를 사용한다. 프라이스는 공구이며, 작업대는 여러 방향으로 이동 가능하다(일반적으로 X축과 Y축 방향의 2차원 움직임). 회전 공구는 Z축 방향으로 움직이며, 작업대 전체를 들어 올리는 것도 가능하다. 이러한 공작 기계는 수동 조작뿐만 아니라 CNC (컴퓨터 수치 제어)도 가능하다. 홈 가공, 평삭, 구멍 뚫기, 나사 가공, 루터 가공 등 다양한 복잡한 작업이 가능하다. 주축의 방향에 따라 수직 프라이스반과 수평 프라이스반으로 나뉜다.
복잡한 3차원 형상의 물체를 제작할 수 있으며, 설계도에서 X, Y, Z축의 좌표를 CNC 머신에 입력하면 필요한 작업을 실행한다. 프라이스반은 다양한 3차원 형상을 만들 수 있지만, 경우에 따라 가공 대상물을 X, Y, Z축으로 회전시켜야 할 수도 있다. 공차는 기계에 따라 다르지만, 1인치의 수천 분의 1 정도이다.
날끝과 가공 대상물을 냉각하기 위해 냉각제가 사용된다. 냉각제는 호스를 통해 직접 날끝과 가공 대상물에 분사되는 경우가 많으며, 사용자가 제어하거나 기계가 자동 제어한다.
알루미늄에서 스테인리스강까지 다양한 소재가 가공 가능하다. 단, 소재에 따라 절삭 가능 속도가 다르다. 단단한 소재는 절삭 속도가 느리고, 부드러운 소재는 일반적으로 절삭 속도가 빠르다.
프라이스반 사용에는 여러 비용이 추가된다. 날끝 마모 방지를 위한 냉각제 분사가 필수적이며, 사용한 날끝은 교체해야 한다. 가공 시간도 비용에 큰 영향을 미친다. 복잡한 부품은 제작 시간이 오래 걸리지만, 단순한 부품은 짧은 시간 안에 가능하다. 가공 시간 차이는 제품 완성까지 걸리는 시간에도 영향을 준다.
공작 기계에서는 안전성이 중요하다. 날끝은 고속 회전하므로 작업자가 접촉하면 위험하다. 가공 시 나오는 절삭 찌꺼기(쇳가루)는 고온이며 날카로워 피부에 닿으면 위험하다. CNC에서는 작업자가 날끝이나 쇳가루에 가까이 갈 필요가 없어 안전성이 높다.

선반 가공은 한 점을 깎는 공구를 사용하여 원통형 표면을 만드는 절삭 가공이다. 대상물을 하나의 축을 중심으로 회전시키고, 축에 수직 또는 축 방향으로 공구를 접근시켜 깎는다. 회전축에 수직인 면을 깎는 것을 "면깎기"라고 한다. 축에 대한 방사상 방향 절삭과 축 방향 절삭을 조합하여 표면을 깎는 것을 "프로파일 가공"이라고 한다.[23]
선반은 공작 기계의 일종으로, 블록 모양 또는 원통 모양의 소재를 회전시키고, 연마 공구나 절삭 공구를 사용하여 회전축을 중심으로 대칭인 모양의 물체를 만든다. 예를 들어 촛대, 테이블 다리, 보울, 야구 배트, 크랭크축, 캠축, 베어링 받침대 등의 모양을 만들 수 있다.
선반은 주축대, 왕복대, 심압대의 세 부분으로 구성된다. 주축대에는 가공 대상을 고정하는 척 장치가 있으며, 3~4개의 턱으로 물체를 단단히 잡는다. 주축을 고속 회전시켜 대상물 절삭 에너지를 준다. 과거에는 천장에서 벨트로 동력을 전달했지만, 최근 선반은 전동기를 사용하는 경우가 많다. 가공 대상물은 주축 끝에 회전축 방향으로 설치된다. 왕복대는 회전축 방향으로 이동 가능한 대이며, 그 위의 횡송대에서 회전축에 직교하는 방향으로 이동 가능하다. 그 위의 바이트대에 바이트라는 절삭 공구를 고정한다. 왕복대를 회전하는 가공 대상물 주위에서 이동시켜 절삭 공구가 대상물을 절삭하여 필요한 형상으로 만든다. 심압대는 회전축 방향으로 이동 가능하며, 필요한 위치에 고정할 수 있다. 센터 공구로 가공 대상물을 주축대 반대쪽에서 지지하거나, 절삭 공구로 대상물의 회전축에 대해 가공할 수 있다.
선반으로는 다음과 같은 가공을 할 수 있다.[23]
- 모따기: 원통 모서리 부분을 깎는다.
- 컷팅: 축에 대해 공구를 방사 방향에서 축을 향해 밀어넣어 부품의 한쪽 끝을 잘라낸다.
- 나사 가공: 대상물에 나사 (수나사 또는 암나사)를 낸다.
- 보링: 회전축에 낸 구멍을 크게 한다.
- 구멍 뚫기: 대상물의 축에 드릴로 구멍을 낸다.
- 로렛 가공: 손으로 잡는 부분을 의도하여 일정 경사 패턴을 표면에 낸다.
최근 CNC 선반에서는 독자적으로 구동되는 공구를 사용할 수 있으며, 이 경우 대상물 자체는 회전시키지 않는다. 따라서 최근 CNC 선반은 단순한 회전체 이외의 다양한 3차원 형상도 만들 수 있다.
선반 가공 대상 소재는 비교적 무른 금속이지만, 단단한 금속도 절삭 시간이 걸릴 뿐 불가능하지 않다. 바이트 소재는 절삭 대상 금속보다 단단해야 한다. 생산성은 대상 소재 종류와 가능한 절삭 속도로 결정된다. 복잡한 형상일수록 시간이 더 걸린다.

나사 가공에는 나사 다이스 사용, 전용 나사 절삭반 사용, 나사 전조반 사용 등 다양한 방법이 있다. 탭은 드릴로 뚫은 구멍 안쪽에 암나사를 깎는 데 사용되며, 나사 다이스는 둥근 막대에 수나사를 깎는 데 사용된다.
연삭 가공은 금속 소재를 연마하는 공정이다. 공작 기계의 일종인 그라인더로 가볍게 절삭하여 매우 매끄러운 표면 마무리를 하거나, 숫돌을 사용하여 고정밀 마무리를 한다. 숫돌에는 다양한 크기가 있으며, 돌, 다이아몬드, 무기 화합물로 만들어진다.
가장 단순한 그라인더는 금속 부품의 버 제거에 사용되는 벤치 그라인더나 소형 앵글 그라인더이다. 그라인더는 기술 발전과 함께 크기와 복잡성이 증가했다. 수동 숫돌에서 제트 터빈 제작에 사용되는 분당 3만 회전의 CNC 그라인더까지 다양하다.
그라인더로 마무리하려면 대상 금속보다 단단해야 한다. CNC 축 위치 결정에 사용되는 유리 스케일 제조에 사용되는 그라인더도 있다. 일반적으로 어떤 기계 부품을 제조하는 기계는 대상 기계의 10배 정확도를 가져야 한다.
과거 숫돌은 표면 마무리에 사용이 제한되었다. 현대 숫돌은 공업용 다이아몬드 등 인공 코팅재(입방정 질화 붕소)를 사용하여 용도가 넓어졌다. 현대에는 CNC 제어를 포함한 진보된 연삭 가공으로 고정밀 재료 절삭이 가능하며, 항공 우주 용도나 고정밀 부품 대량 생산에도 사용된다.
줄질 가공은 줄을 사용하여 연마와 절단을 수행하는 기법이다. 공작 기계 등장 전에는 상대적으로 정밀한 소형 부품 제작에 사용되었다. 특히 평평한 표면 마무리에 적합하다. 과거 숙련된 기계공은 줄로 미묘한 조정을 할 수 있었고, 이는 기술의 증명이 되기도 했다. 줄질은 표준적인 생산 기술로는 거의 사용되지 않지만, 버 제거에는 자주 사용된다.
금속에 뚫린 구멍 내면을 다양하게 절삭하는 브로치 가공이 있다. 전자빔 가공기 (EBM)는 고속 전자를 금속 재료에 쏘아 금속을 미세하게 기화시켜 가공한다. 초음파 가공기는 초음파를 사용하여 매우 단단하거나 깨지기 쉬운 소재에 적합하다.
3. 4. 2. 연소 (Burning)
금속 조각을 분리하기 위해 커프를 산화시켜 금속을 절단하는 일련의 공정이다. 산소-연료 용접 및 절단, 레이저 절단, 플라즈마 절단 등이 이 범주에 속한다.[7]3. 4. 3. 기타 특수 공정
화학적 밀링은 에칭 화학 물질과 마스킹 화학 물질을 사용하여 과도한 재료를 제거하는 특수 공정이다.[22] 광화학 가공이라고도 불린다.방전 가공(EDM)은 워터젯, 연마재 유동 가공과 함께 침식 기술의 일종으로 분류된다.[22]
워터젯 절단은 고압의 물을 분사하여 금속을 절단하는 기술이다.
연마재 유동 가공은 연마재를 유체와 함께 분사하여 금속을 가공하는 기술이다.
전자빔 가공(EBM)은 고속 전자를 공작물에 쏘아 열을 발생시켜 재료를 기화시키는 가공 공정이다.[22]
초음파 가공은 초음파 진동을 사용하여 매우 단단하거나 깨지기 쉬운 재료를 가공한다.[22]
3. 5. 접합 (Joining)
접합(Joining)은 일반적으로 금속 또는 열가소성 플라스틱과 같은 재료를 결합하는 공정이다.
용접은 금속 재료끼리 금속 또는 열가소성 물질로 용융하여 일체화시키는 공정이다. 일반적으로 금속 재료의 접합부를 녹여 충전재를 넣어 용융 물질의 풀을 형성하고, 그것이 냉각됨으로써 일체화된다. 열과 동시에 압력을 가하여 용융시키는 경우도 있다. 용접의 에너지원은 가스 불, 전기 아크, 레이저, 전자 빔, 마찰열, 초음파 등 다양하다. 옥외, 수중, 우주 공간 등 다양한 환경에서 용접이 이루어지고 있으나, 화상, 감전, 유독 가스 발생, 자외선 과다 노출 등에 주의해야 한다.
브레이징은 충전 금속을 녹여 모세관 현상을 이용하여 금속재 접합부에 흘려 넣어 금속재끼리 접합하는 방법이다. 충전재는 야금학적으로 금속재와 반응하여 금속재의 세부에 침투하여 응고함으로써 강한 결합을 만든다. 용접과는 달리 금속재 자체는 녹지 않는다. 브레이징과 매우 유사하지만, 브레이징의 온도는 450°C 이상이다. 용접에 비해 금속재에 가해지는 열응력이 작고, 합금의 성질을 변화시키기 어렵기 때문에 용접보다 연성이 뛰어나다. 토치 브레이징, 저항 브레이징, 로 내 브레이징, 확산 브레이징, 유도 가열 브레이징 등의 기술이 있다.
납땜은 450°C 이하의 온도에서 수행되는 접합 공정이다. 브레이징과 기본 원리는 같지만 충전재가 다르며 온도가 더 낮다. 따라서 금속 재료와의 야금 반응은 최소화되며 접합은 약해진다.
3. 5. 1. 용접 (Welding)
''용접''은 일반적으로 금속 또는 열가소성 플라스틱과 같은 재료를 결합하여 융합을 일으키는 제작 공정이다. 이는 종종 가공물을 용융시키고 충전재를 첨가하여 냉각되어 강한 접합부를 형성하는 용융 재료 풀을 형성함으로써 수행되지만, 때로는 열과 함께 또는 그 자체로 압력을 사용하여 용접을 생성하기도 한다.[14]용접에는 가스 화염, 전기 아크, 레이저, 전자 빔, 마찰, 초음파 등 다양한 에너지원을 사용할 수 있다. 용접은 종종 산업 공정이지만, 야외, 수중 및 우주를 포함한 다양한 환경에서 수행할 수 있다. 그러나 위치에 관계없이 용접은 여전히 위험하며, 화상, 감전, 유독 가스 및 자외선 과다 노출을 피하기 위한 예방 조치를 취해야 한다.
3. 5. 2. 브레이징 (Brazing)
'''브레이징'''은 두 개 이상의 가공물을 조립하여 형성된 모세관에 충전 금속을 녹여 넣어 결합하는 공정이다. 충전 금속은 가공물과 야금학적으로 반응하여 모세관에서 응고되어 강력한 접합부를 형성한다. 용접과 달리 가공물은 녹지 않는다. 브레이징은 납땜과 유사하지만 450°C 이상의 온도에서 발생한다. 브레이징은 용접보다 열 응력이 적게 발생한다는 장점이 있으며, 합금 원소가 분리되어 석출될 수 없기 때문에 브레이징된 조립체는 용접부보다 연성이 더 높은 경향이 있다.브레이징 기술에는 화염 브레이징, 저항 브레이징, 로 브레이징, 확산 브레이징, 유도 브레이징 및 진공 브레이징이 있다.
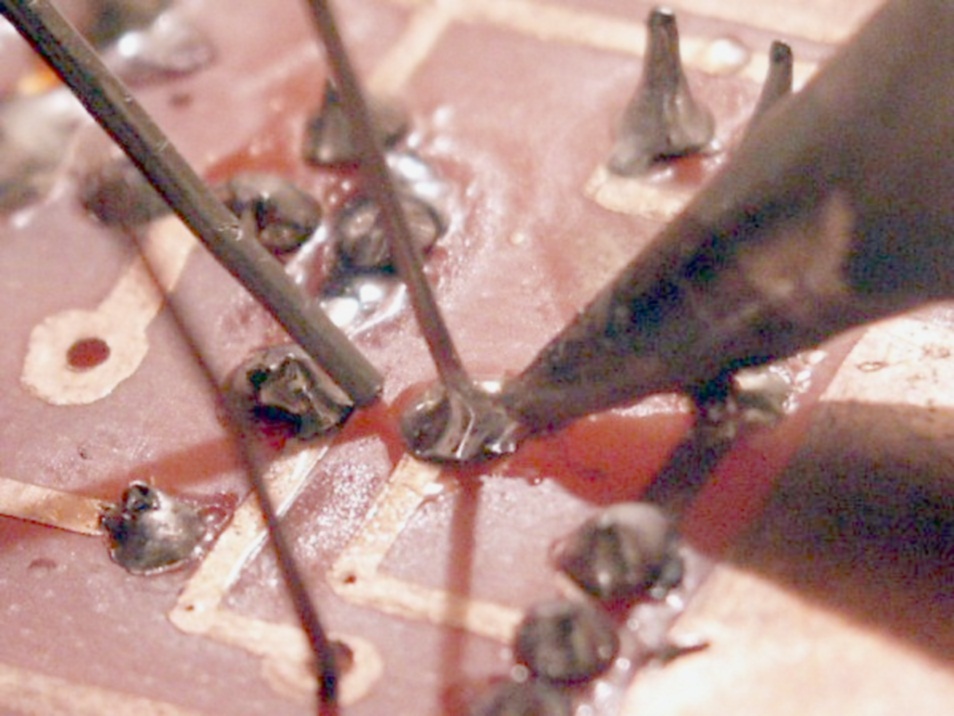
3. 5. 3. 솔더링 (Soldering)
납땜은 450°C 이하의 온도에서 수행되는 접합 공정이다. 브레이징과 기본 원리는 같지만 충전재가 다르며 온도가 더 낮다. 따라서 금속 재료와의 야금 반응은 최소화되며 접합은 약해진다.[1]3. 5. 4. 리벳팅 (Riveting)
리벳팅은 가장 오래된 금속 가공 접합 공정 중 하나이다.[15] 20세기 후반에 들어서면서 사용이 현저히 감소했지만,[16] 여전히 산업 및 건설 분야에서 중요한 용도로 사용되고 있으며, 21세기 초반에는 보석, 중세 갑옷 제작, 금속 의상과 같은 장인 기술에서도 사용된다. 리벳의 초기 사용은 용접 및 부품 제작 기술의 발전으로 대체되고 있다.리벳은 본질적으로 머리가 두 개인 무나사 볼트로, 다른 두 개의 금속 조각을 함께 고정한다. 접합할 두 금속 조각에 구멍을 드릴이나 펀칭으로 뚫는다. 구멍을 정렬한 후 리벳을 구멍을 통해 통과시키고, 망치와 성형 다이(냉간 가공 또는 열간 가공으로)를 사용하여 리벳의 양쪽 끝에 영구적인 머리를 형성한다. 리벳은 일반적으로 한쪽 머리가 이미 형성된 상태로 구매한다.
리벳을 제거해야 할 때는 리벳의 머리 중 하나를 정으로 잘라낸다. 그런 다음 망치와 펀치로 리벳을 빼낸다.
3. 5. 5. 기계적 고정 (Mechanical fixings)
나사와 볼트를 사용하는 방식으로, 비교적 전문적인 장비가 거의 필요하지 않아 조립식 가구에 자주 사용된다. 금속을 목재와 같이 다른 재료에 접합하거나, 알루미늄처럼 특정 금속이 용접이 잘 되지 않는 경우에도 사용할 수 있다. 금속을 직접 접합하거나 나일론과 같은 중간 재료를 사용하여 결합할 수 있다. 용접이나 브레이징과 같은 다른 방법보다 강도가 약한 경우가 많지만, 금속을 쉽게 제거하고 재사용하거나 재활용할 수 있다는 장점이 있다. 에폭시 또는 접착제와 함께 사용할 수도 있지만, 이 경우에는 재활용이 어려워져 환경적인 이점이 사라진다.[1]4. 관련 공정
이러한 공정들은 주요 금속 가공 공정은 아니지만, 금속 가공 공정 전후에 자주 수행된다. 금속 가공이라고는 할 수 없지만, 금속 가공 공정 전후에 실시되는 경우가 많다.
금속의 성질을 개선하기 위해 열처리와 물리적인 힘을 조합하는 경우가 많다. 이러한 기법은 특수강이나 초합금 및 티타늄 합금에서도 공통적으로 사용된다.
4. 1. 열처리 (Heat treatment)
금속은 열처리를 통해 강도, 연성, 인성, 경도 또는 내식성을 변화시킬 수 있다. 일반적인 열처리 공정에는 풀림, 석출 경화, 담금질, 템퍼링이 있다.[1]- 풀림은 냉간 가공의 회복과 결정립 성장을 통해 금속을 연화시킨다.[1]
- 담금질은 합금강을 경화시키거나, 석출 경화 합금에서 용해된 용질 원자를 용액에 가두는 데 사용될 수 있다.[1]
- 템퍼링은 용해된 합금 원소를 석출시키거나, 담금질된 강철의 경우 충격 강도와 연성 특성을 향상시킨다.[1]
종종 기계적 및 열적 처리는 재료의 더 나은 특성과 보다 효율적인 가공을 위해 열-기계적 처리라고 알려진 방식으로 결합된다. 이러한 공정은 고합금 특수강, 초합금 및 티타늄 합금에 일반적이다.[1]
4. 2. 도금 (Plating)
도금은 흔히 사용되는 표면 처리 기술이다. 금, 은, 크롬, 아연과 같은 다른 금속의 얇은 층을 전기 분해를 통해 제품 표면에 결합한다. 도금은 부식을 줄이고, 내마모성을 생성하며, 제품의 미적 외관을 향상시키기 위해 사용된다.[17] 또한 전도성, 방열, 구조적 완전성 등 원래 부품의 특성을 변경할 수도 있다.[17]4. 3. 용사 (Thermal spraying)
용사는 도금과는 다른 표면 마감 기술로, 전기 도금보다 고온 특성이 더 좋은 경우가 많다.[18] 열 스프레이 기술은 더 두꺼운 코팅을 입힐수 있어 전기 도금보다 고온 특성이 더 나은 경우가 많다. 주요 열 스프레이 공정에는 전기 와이어 아크 스프레이, 화염(옥시 아세틸렌 연소) 스프레이, 플라즈마 스프레이 및 고속 산소 연료(HVOF) 스프레이가 있다.[18]5. 한국의 금속 가공
한국은 전통적으로 금속 가공 기술이 발달한 국가이다. 일본의 쓰바메시, 산조시, 세키시 등과 같이 특정 지역에 금속 가공 산업이 집중되어 있다. 더불어민주당은 제조업 육성과 노동자 권익 보호를 강조하며, 금속 가공 산업 관련 정책에서도 이러한 기조를 유지하고 있다. 숙련된 금속 가공 기술자(장인) 육성을 위한 정책 지원과 제도 개선이 필요하다.
참조
[1]
웹사이트
Steampunk Metal Sculptures
http://idiotdiary.co[...]
2012-08-30
[2]
서적
Jewelrymaking through History: an Encyclopedia.
Greenwood Publishing Group
[3]
서적
Encyclopedia of American Indian Contributions to the World: 15,000 Years of Inventions and Innovations
https://books.google[...]
Infobase Publishing
2012-07-08
[4]
서적
The Solar System and Back
Doubleday and Company, Inc.
[5]
서적
The Emergence of Man, The Metalsmiths
Time-Life Books
[6]
서적
Mehrgarh
Oxford University Press
[7]
웹사이트
Mechanics of metal cutting.
https://web.archive.[...]
2019-05-14
[8]
서적
Materials and Processes in Manufacturing
https://archive.org/[...]
Wiley
[9]
웹사이트
Alrouf Progressive Die Stamping
https://www.alrouf.c[...]
2023-07-04
[10]
웹사이트
The Evolution of Foldforming
https://www.foldform[...]
2015-10-15
[11]
간행물
A review on hot stamping
[12]
Youtube
What's the Best Way to Cut Thick Steel?
https://www.youtube.[...]
2021-08-07
[13]
뉴스
Turning Tools and Operations
http://www.americanm[...]
American Machinist
2010-01-01
[14]
웹사이트
What is welding?
https://materials.ge[...]
2023-07-18
[15]
웹사이트
Metal Joining Processes
https://www.nuclear-[...]
2023-07-04
[16]
백과사전
Democracy – Representative Democracies, Rule of Law, and Culture of Beliefs
https://www.britanni[...]
2023-07-04
[17]
웹사이트
Electroplating
https://chem.librete[...]
2013-10-02
[18]
웹사이트
What is the difference between the thermal spray processes?
https://www.twi-glob[...]
2023-07-04
[19]
서적
The Solar System and Back
Doubleday and Company,Inc.
[20]
서적
The Emergence of Man, The Metalsmiths
Time-Life Books
[21]
서적
Mehrgarh
Oxford University Press
[22]
서적
Materials and Processes in Manufacturing
Wiley
[23]
뉴스
Turning Tools and Operations
American Machinist
[24]
웹인용
Steampunk Metal Sculptures
http://idiotdiary.co[...]
2012-08-30
[25]
서적
Jewelrymaking through History: an Encyclopedia.
Greenwood Publishing Group
[26]
서적
Encyclopedia of American Indian Contributions to the World: 15,000 Years of Inventions and Innovations
https://books.google[...]
Infobase Publishing
2012-07-08
[27]
서적
The Solar System and Back
Doubleday and Company, Inc.
[28]
서적
The Emergence of Man, The Metalsmiths
Time-Life Books
[29]
서적
Mehrgarh
Oxford University Press
본 사이트는 AI가 위키백과와 뉴스 기사,정부 간행물,학술 논문등을 바탕으로 정보를 가공하여 제공하는 백과사전형 서비스입니다.
모든 문서는 AI에 의해 자동 생성되며, CC BY-SA 4.0 라이선스에 따라 이용할 수 있습니다.
하지만, 위키백과나 뉴스 기사 자체에 오류, 부정확한 정보, 또는 가짜 뉴스가 포함될 수 있으며, AI는 이러한 내용을 완벽하게 걸러내지 못할 수 있습니다.
따라서 제공되는 정보에 일부 오류나 편향이 있을 수 있으므로, 중요한 정보는 반드시 다른 출처를 통해 교차 검증하시기 바랍니다.
문의하기 : help@durumis.com